The Now and the Next of Building India’s Logistics and Transportation Sector Under the National Infrastructure Pipeline

The Now and the Next of Building India’s Logistics and Transportation Sector Under the National Infrastructure Pipeline
What Has Been the Progress in the Construction of Transport and Logistics Infrastructure in India till Now in 2023?
As of 2023, India has witnessed significant progress in the construction of transport and logistics infrastructure. The government has undertaken various initiatives to enhance connectivity and facilitate efficient movement of goods and people across the country.
Several notable developments have taken place recently. One of them is the construction of expressways, like the Delhi-Mumbai Expressway and the Chennai-Bengaluru Expressway. These expressways are built with the aim of decreasing travel time and to increase trade.
The expansion of the railway network, including dedicated freight corridors, has improved cargo transportation capabilities. Additionally, major ports have undergone expansion, enabling maritime trade.
The Bharatmala and Sagarmala projects have been implemented. This has increased the development of road and port infrastructure. This, in turn, has improved connectivity and stimulated economic growth.
What Are the Major Opportunities for EPC Infrastructure Companies in Transport and Logistics Systems Construction?
- Opportunities for EPC infrastructure companies in the construction of roads & bridges
There are 389 projects worth INR 382000 crores under conceptualization in the roads & bridges sub sector. There are 1210 projects worth INR 1128000 crores under development. Further there are 1580 projects worth INR 1478000 crores.
- Opportunities for EPC infrastructure companies in the construction of airports
In the airports and civil aviation sub-sector, there are 30 projects worth INR 37372 crores under conceptualization. Further, there are 13 projects worth INR 30709 crores under development and 70 projects worth INR 80781 crores under implementation.
- Opportunities for EPC infrastructure companies in the construction of ports & terminals
The ports & terminals sub-sector in India has 8 projects worth INR 3696 crores under conceptualization. There are 18 projects valued at INR 23651 crores in the ports & terminals sub-sector which are under development. Moreover, there are another 35 projects worth INR 19803 crores which are under implementation.
- Opportunities for EPC infrastructure companies in railways
The railway sub-sector has experienced several local manufacturing and sourcing projects in the last few years. These projects are in line with the Make in India policy initiative.
The most noteworthy accomplishment in Indian railways due to local manufacturing is the launch of the Vande Bharat express trains.
There are 69 projects worth INR 203000 crores under conceptualization and 96 projects worth INR 118603 crores under development. Further there are 74 projects of INR 1068000 crores under implementation.
- Opportunities for EPC infrastructure companies in building urban public transport systems
The public transport systems sub-sector in India has seen a massive spur in activity in recent years. The Government of India has set an ambitious goal. They plan to build 1000 kilometers of metro railway services across nine cities by 2030. This will revolutionize the way people travel in India.
There are 16 projects worth INR 15748 crores under conceptualization in the urban public transport systems sector. There are another 11 projects worth INR 67924 crores under development and 30 projects worth INR 416000 crores.
- Opportunities for EPC infrastructure companies in bulk material transportation systems
In recent times the Government of India has taken a slew of initiatives to build infrastructure for bulk material transportation. The most noteworthy projects in this sub-sector include the Eastern Dedicated Freight Corridor and the Western Dedicated Freight Corridor.
There are 80 projects in the bulk material transportation sub-sector worth INR 28394 crores currently being conceptualized. Additionally, 57 projects worth INR 89307 crores are in the process of development. Further there are 14 projects worth INR 17742 crores under implementation.
What Supply Chain Solutions Do EPC Infrastructure Companies Need to Leverage Opportunities in the Logistics & Transport Sector?
- Single Source of Truth for Collaboration Among All Stakeholders in the Supply Chain
EPC infrastructure projects in the logistics & transportation sub-sector have many moving parts. From conceptualization of the project to its commissioning, all stakeholders in the supply chain must rely on a single source of truth for material flow, work-in-progress, fund flow, and data flow.
These stakeholders include the EPC project developer, sub-contractor, raw materials and machinery supplier, and lender.
End-to-end digital transformation of the supply chain can enable stakeholders to identify congestion points, reasons behind the congestion, and take quick action to unclog bottleneck areas.
Here’s a use case on an award-winning digital procurement supply chain transformation from an EPC company which is part of a salt-to-sky conglomerate.
- Seamless Synchronization Across Logistics, Payment, and Delivery
Once all stakeholders in the supply chain are on the same page, the next step is to enable decision making and action. This calls for seamless synchronization among multiple processes in the procure-to-pay cycle.
These processes include the issue of purchase orders, requests for quote, onsite delivery of construction raw materials, consumables and MRO items, and finally, payments,
Procure-to-pay automation and integration can enable all stakeholders to make decisions, act fast, and execute the project as per the construction schedule.
- Agile Procurement of Construction Raw Materials and MRO Items as per the Bill of Quantities
40% of road projects face delays in project execution and construction, as per MoSPI reports. In 2023, the speed of national highway construction in India has improved to 24.14 KM per day. However, there is plenty of room for improvement.
A significant speed breaker in the logistics & transportation sector is the purchase requisition to purchase order (PR-to-PO) process. In some EPC infrastructure companies that still rely on manual processes, the PR-to-PO cycle time is 4 days.
Catalog-based buying can reduce the PR-to-PO cycle time for purchase of construction raw materials and MRO items to 3 minutes. What does that mean?
With catalog-based buying an EPC road developer can save 4 days. At the current rate of road construction, it can build an additional 96.56 KM.
For a road development project of 1 KM aggregate lead in the state of Uttar Pradesh, with greenfield alignment of 2 lanes +PS (BC, DBM, WMM & GSB), it can lead to additional revenue of INR 3.44 crores. Here’s a use-case on the agile procurement of steel TMT bars and AAC blocks with a turnaround time of 4 days.
- Alignment of Parts and Components as Per GAD/GFC Drawings
Another pain point faced by EPC infrastructure companies in the logistics & transportation sub-sector is the alignment of parts and components. There is very little margin for error in heavy, equipment, and general fabrication.
A solution that can serve EPC companies well is a digital project management solution. It allows users to track work-in-progress for fabrication requirements for roads, bridges, airports, tunnels, and ports.
It is important to lock the engineering and drawing and educate suppliers on the SLAs of a fabrication project from the word “go”.
A digital project management solution can enable EPC companies to monitor SLAs for quality metrics as per GAD/GFC drawings.
Here’s a use case on the alignment of parts as per GAD/GFC drawings for the fabrication of piers and pier cap shutterings from India’s first bullet train project on the Mumbai-Ahmedabad route.
- Agile Best Price Discovery for Procurement of Construction Raw Materials and MRO Items
It is impossible for EPC companies to do away with spot buying, especially for the purchase of construction raw materials.
Major reasons for spot buying include high inventory carrying costs and the balance sheet impact of a delta due to a sudden change in the cost of capital.
A solution that can enable ease of doing business for infrastructure project developers and subcontractors working on construction projects for roads, bridges, tunnels, airports, and ports is an RFQ automation tool.
An RFQ automation tool allows users to request quotes of multiple line items as per all attributes in the bill of quantities, at one go.
It is even better if the RFQ automation tool can give instant quotes to users. It saves significant time on the best price discovery.
Here’s a use-case on agile best price discovery of structural steel by a leading EPC road developer in India.
- Granular Manufacturing Processes for Quality Fabricated Structures
What happens when fabricators build a large structure at one go? While it may appear to save time and costs on paper, the ground reality is different.
It is always safer to bulk break a large heavy fabrication project into a sum of parts. Granular manufacturing allows fabricators better monitoring of fabricated structures and easier course correction. The probability and costs of re-work are lower.
Here’s a use-case on a granular approach to manufacturing of pre-engineered buildings from 150 years+ old civil construction company in India.
The Catalog for EPC Project Developers and Sub-Contractors That Are Building India’s Logistics & Transportation Infrastructure
Moglix offers a comprehensive catalog of construction raw materials procurement, indirect procurement, and custom manufacturing solutions to EPC project developers and sub-contractors.
To know more about opportunities in the logistics & transportation sub-sector in India’s National Infrastructure Pipeline, download our e-book “Building India: The Infrastructure We Aspire for and the Supply Chain We Need, Second Edition.”
PPE Chronicles: Ensuring Chemical Industry Safety Through PPE Effective Programs

PPE Chronicles: Ensuring Chemical Industry Safety Through PPE Effective Programs
Worker safety is paramount in any industry, especially in the chemical industry. Personal Protective Equipment (PPE) plays a vital role in safeguarding workers from potential hazards and minimizing the risks associated with chemical exposures. However, it is crucial to evaluate the effectiveness of PPE programs to ensure optimal protection.
The Role of PPE in the Chemical Industry:
Chemical manufacturing and handling processes pose various hazards, including chemical spills, fumes, and corrosive substances. PPE acts as a critical line of defense, reducing the likelihood of injuries and long-term health effects. According to the Occupational Safety and Health Administration (OSHA), wearing appropriate PPE can reduce the risk of chemical-related injuries by 90%.
Understanding the Evaluation Process
Evaluating PPE programs involves analyzing several key elements. Incident analysis allows us to assess the effectiveness of PPE in mitigating or preventing accidents. Compliance tracking helps ensure that workers consistently adhere to PPE protocols, minimizing the chances of exposure. Gathering feedback from workers about their experiences with PPE provides valuable insights for improvement.
Assessing PPE Compliance and User Feedback:
Tracking and monitoring PPE compliance is crucial for evaluating program effectiveness. As per study companies with high compliance rates had significantly lower injury rates compared to those with poor compliance. Additionally, gathering feedback from workers through surveys and interviews helps identify areas for improvement, such as comfort, fit, and ease of use.
Analyzing Incidents and Accidents:
Examining past incidents and accidents helps us understand the role of PPE in preventing or mitigating injuries. Statistical data from the Chemical Safety Board showed that in 75% of chemical accidents resulting in severe injuries, the workers involved either did not wear PPE or wore inadequate protection. This highlights the critical importance of proper PPE usage in preventing accidents and reducing their severity.
Key Performance Indicators (KPIs) for Evaluation:
To measure the effectiveness of PPE programs, specific KPIs can be used. Incident rates, such as the number of chemical-related injuries or near misses, serve as valuable indicators. Conducting regular worker satisfaction surveys can provide insights into the perceived effectiveness and usability of PPE. These metrics help gauge the success of PPE programs and identify areas that require attention.
Continuous Improvement Strategies:
Continuous improvement is essential for enhancing PPE programs. Incorporating worker feedback, conducting regular training sessions, and staying updated on industry best practices are effective strategies. Initiatives like an annual PPE training program can significantly reduce PPE related incidents, demonstrating the value of ongoing improvement efforts.
Cost-Benefit Analysis:
Investing in PPE programs incurs costs, but the benefits outweigh them. According to the National Safety Council, the average cost of a chemical-related injury in the workplace is $40,000. Comparatively, the cost of providing appropriate PPE and implementing an effective program is significantly lower. By preventing accidents and reducing injuries, PPE programs result in long-term cost savings for companies.
Evaluating the effectiveness of PPE programs is vital to ensure the safety of workers in the chemical industry. Through incident analysis, compliance tracking, user feedback, and continuous improvement strategies, companies can optimize their PPE programs. By investing in worker safety and utilizing effective PPE, organizations can create safer working environments and prevent potentially devastating accidents. Also, it is an ongoing process, and staying proactive is key to protecting workers and minimizing risks in the chemical industry. At Moglix, you have access to the most comprehensive range of safety supplies and solutions. You can find a range of PPE solutions specifically designed for chemical industry. Contact us today and partner with us to build a safer environment.
Leveraging Technology for Streamlined Compliance Tracking in PPE Programs

Leveraging Technology for Streamlined Compliance Tracking in PPE Programs
Personal protective equipment (PPE) is essential for protecting workers from hazards in the workplace. However, ensuring that PPE is used correctly and consistently can be a challenge. This is where compliance tracking comes in. Compliance tracking is the process of monitoring and documenting the use of PPE to ensure that it is being used correctly and consistently.
There are a number of ways to implement a compliance tracking system. One option is to use a paper-based system. This involves creating and maintaining paper records of PPE use. However, paper-based systems can be time-consuming and inefficient. They can also be difficult to maintain and keep up-to-date. When it comes to compliance tracking in PPE programs, leveraging technology can be a game-changer. By adopting the right tools and software, organizations can streamline their compliance efforts, improve accuracy, save time, and ensure a safer work environment.
Technology-based systems can automate many of the tasks involved in compliance tracking, such as data entry and reporting. This can save time and resources, and can help to ensure that compliance tracking is more accurate and efficient. There are a number of different technology-based compliance tracking systems available. When choosing a system, it is important to consider the specific needs of your organization. Some factors to consider include:
- The size of your organization
- The types of hazards your workers face
- The number of employees who need to use PPE
- Your budget
Why Automate?
Let’s understand various ways technology can be utilized to achieve streamlined compliance tracking in PPE programs.
Automated Data Collection and Reporting:
Technology allows for the automation of data collection processes, eliminating the need for manual recordkeeping. Organizations can use barcode scanning, RFID tags, or mobile apps to track PPE usage, inspections, and maintenance. This automated data collection enables real-time tracking and generates comprehensive reports that provide insights into compliance status, usage patterns, and potential areas for improvement.
Inventory Management Systems:
Managing PPE inventory can be a daunting task, especially for organizations with large-scale operations. Implementing an inventory management system can simplify this process. These systems use technology to track PPE stock levels, monitor expiration dates, and generate alerts for restocking. By ensuring an adequate supply of PPE at all times, organizations can maintain compliance and minimize the risk of employees working without proper protection.
Training and Certification Platforms:
Technology offers innovative solutions for delivering and tracking employee training and certifications related to PPE. Online training platforms enable employees to access relevant training modules at their convenience, ensuring consistent and standardized training across the organization. These platforms can also track and document employees’ progress, allowing employers to verify compliance with training requirements. At Moglix, we partner with organizations to provide safety solutions that go beyond just procurement of safety supplies. Our understanding of the entire value chain, allows us to focus on factors like Safety audits & End user training, that are often ignored, but important to create a safety culture within any organization.
Mobile Apps for Inspections and Audits:
Mobile applications are powerful tools for conducting inspections and audits related to PPE compliance. Inspectors can use mobile apps to complete checklists, capture photos of equipment and hazards, and record observations in real-time. This approach facilitates efficient data collection, reduces paperwork, and enables immediate corrective actions to address any non-compliance issues identified during inspections.
Integration with Environmental Health and Safety (EHS) Systems:
Integrating compliance tracking technology with existing Environmental Health and Safety (EHS) systems can further streamline PPE programs. By centralizing data and workflows, organizations can achieve a holistic view of safety compliance, including PPE requirements. This integration enables efficient data sharing, analysis, and reporting, leading to better decision-making and continuous improvement of PPE programs.
Incorporating technology into compliance tracking for PPE programs brings numerous benefits to organizations. It enhances data accuracy, saves time, improves efficiency, and ultimately contributes to a safer work environment. By leveraging automated data collection, inventory management systems, training platforms, mobile apps, and integration with EHS systems, organizations can streamline their compliance efforts, reduce risks, and ensure that employees are adequately protected through the proper use of personal protective equipment.
For Moglix safety is more than just safety products. It’s about working together, to analyze and understand all safety options and requirements needed to send your employees home safely. We assess your data and facility, to engineer out hazards, helping you define clear SOPs. We then train your employees through simulated VR training modules to enable easy understanding and acceptance.
Our engagement with you doesn’t stop at just training. Moglix works with safety consultants and safety auditors to help you design proactive and periodic audit plans. Be it electrical, fire, OSHA or wash audit, we have certified professionals who can help you with any type of audit. Safety Simplified
Seamless Excellence: Exploring the Seamless Pipe Manufacturing Process

Seamless Excellence: Exploring the Seamless Pipe Manufacturing Process
According to a report by Grand View Research, the global seamless pipe market size is projected to reach USD 114.8 billion by 2028, with a compound annual growth rate (CAGR) of 3.6%. They are known for their superior performance and are free from welding seams, making them stronger and more resistant to pressure and corrosion. They play a crucial role in industries worldwide such as oil and gas, construction, and automotive, providing strength, durability, and reliability. Manufacturing seamless pipes is an intricate process that transforms molten metal into seamless excellence.
Seamless Manufacturing
The manufacturing process of seamless pipes usually involves the following steps:
- Raw Material Selection: High-quality steel billets or solid ingots are carefully chosen as the raw materials for seamless pipes. The selection process ensures that the material meets specific requirements for composition, purity, and structural integrity.
- Heating and Piercing: The selected raw material is heated to a high temperature using a furnace. Once heated, the material is pierced by a piercing mill or a rotary piercing machine to create a hollow cylindrical shape known as a shell.
- Shell Rolling: The pierced shell is then rolled by a mandrel mill or a plug mill. This process reduces the outer diameter and increases the length of the shell while maintaining a consistent wall thickness.
- Sizing: After rolling, the pipe is subjected to a sizing mill. This mill further reduces the diameter and refines the wall thickness to achieve the desired dimensions and tolerances.
- Heat Treatment: Heat treatment is often employed to enhance the mechanical properties and remove residual stresses from the pipe. This involves processes like normalizing, annealing, or quenching and tempering, depending on the specific requirements of the pipe.
- Straightening and Cutting: The pipe undergoes a straightening process to remove any residual curvature and ensure it has a straight and uniform shape. It is then cut to the desired length using either a flying saw or a cutting torch.
- Surface Treatment: The surface of the seamless pipe may be treated to improve corrosion resistance, appearance, or other specific requirements. This can involve processes such as pickling, passivation, or coating.
- Inspection and Testing: The finished seamless pipes undergo rigorous inspection and testing to ensure they meet the required quality standards. This can include visual inspection, dimensional checks, non-destructive testing, and mechanical property testing.
Marking and Packaging: The pipes are marked with relevant information, such as size, material, and heat number, for identification purposes. They are then carefully packaged for transportation, storage, and delivery to customers.
From the precise selection of raw materials to the rigorous quality control measures, the seamless pipe manufacturing process demands meticulous attention to detail. By understanding this process, we gain insights into the exceptional qualities and widespread applications of seamless pipes. As industries continue to rely on seamless excellence, their impact on safety, efficiency, and cost savings becomes increasingly evident. At Moglix, we have been working with organisation big and small to help them with industrial pipe procurement. We have the most comprehensive range of certified seamless pipes, from all brands which cater to all budgets. Know More
From Welded Woes to Seamless Superpowers: Unveiling Industrial Pipe Secrets

From Welded Woes to Seamless Superpowers: Unveiling Industrial Pipe Secrets
Pipes are the unsung heroes of countless industries, providing a vital conduit for the transportation of fluids and gases. Among the diverse array of pipe options available, seamless pipes emerge as true champions, boasting exceptional strength, unwavering reliability, and peak performance. This blog will enlighten you by unraveling the key differences between seamless and welded pipes while exploring the fascinating realm of materials used in seamless pipe manufacturing.
Seamless pipe – What is it?
A seamless industrial pipe is a type of pipe that is manufactured without any welded seams along its length. It is crafted from a solid cylindrical billet of metal, which is heated and pierced to create a hollow tube. The billet is then elongated and rolled over a mandrel to reduce its diameter and increase its length, resulting in a seamless tube. Seamless industrial pipes are known for their superior strength, reliability, and performance compared to welded pipes.
Understanding Key Differences – Seamless and Welded Pipes
Seamless Pipes:
- Crafted without welded seams along their length, ensuring high structural integrity and reliability.
- By virtue of its design it is resistant to failure, especially under high pressure conditions.
- Smoother internal surfaces, reduces frictional resistance and enabling efficient flow.
- Can withstand pressures up to 20% higher than welded pipes.
Welded Pipes:
- Created by joining two separate pieces, resulting in welded seams that may create potential weak points.
- more susceptible to corrosion, especially in harsh environments.
- Cheaper to produce, but their strength and pressure resistance are comparatively lower than seamless pipes.
- Higher risk of failure under pressure compared to seamless pipes, making them less suitable for critical applications.
Materials Used in Seamless Pipes and Their Applications
Carbon Steel:
- Carbon steel seamless pipes offer excellent strength and durability, making them suitable for industries such as oil and gas, construction, and infrastructure.
- These pipes exhibit exceptional resistance to mechanical stress and corrosion, ensuring long-lasting performance.
- Carbon steel seamless pipes dominate the market, accounting for approximately 70% of the total seamless pipe production.
Stainless Steel:
- Stainless steel seamless pipes are known for their superior corrosion resistance, making them ideal for applications involving aggressive fluids or corrosive environments.
- They are widely used in industries like petrochemicals, pharmaceuticals, and food processing.
- Stainless steel seamless pipes constitute a significant portion of the seamless pipe market, with an estimated market share of around 20%.
Alloy Steel:
- Alloy steel seamless pipes combine the strength of carbon steel with additional alloying elements to provide enhanced mechanical properties, including high temperature and pressure resistance.
- These pipes find applications in industries such as power generation, aerospace, and automotive.
- The global demand for alloy steel seamless pipes is projected to grow at a CAGR of around 7% from 2021 to 2026, according to market studies.
Right Seamless Pipe for Your Project
- Consider the type of fluid or gas being transported: Different fluids and gases have varying chemical properties that require specific pipe materials and corrosion resistance.
- Assess temperature and pressure requirements: Determine the maximum temperature and pressure conditions the pipe will be subjected to, ensuring the selected seamless pipe can withstand them.
- Evaluate corrosion resistance: Analyze the environmental conditions and potential corrosion factors to choose a suitable material that can withstand corrosion and maintain longevity.
- Consult industry standards and seek expert advice: Adhere to recognized standards such as ASTM and API, and consult experts to ensure compliance and receive guidance on selecting the right seamless pipe for your project.
Seamless pipes offer remarkable advantages over welded pipes, including superior strength, pressure resistance, and smoother flow. The selection of the right material, such as carbon steel, stainless steel, or alloy steel, plays a pivotal role in achieving optimal performance and durability. By understanding the key differences and material options, you can make informed choices that meet the specific requirements of your projects. At Moglix, our inhouse, experienced industry consultants and piping experts work with customer procurement teams to understand their requirement and suggest objective, brand agnostics solutions that would put procurement teams challenges at the core. At Moglix you will find the most comprehensive range of certified seamless pipes, from all brands and all budgets. Know More
Cracking the Code to Intelligent Supply Chains

Cracking the Code to Intelligent Supply Chains
Many businesses struggle to optimize their supply chain management; hence, they risk falling behind competitors who can save money and streamline operations through the use of intelligent supply chains.
To stay competitive, businesses need to use new technology for smarter supply chain management. According to McKinsey(1), early adopters of AI-enabled supply-chain management have seen improvements of 15% in logistics costs, 35% in inventory levels, and 65% in service levels compared to slower-moving competitors. However, there is still a significant gap in adopting intelligent supply chains.

The Art of Smart: Understanding Supply Chain Intelligence
First, let us understand supply chain intelligence.
Supply chain intelligence involves collecting and analyzing data to gain insights into performance. By using technologies like IoT, AI, and machine learning, businesses can monitor and track operations, identify inefficiencies, and improve supply chain management.
Now, let’s explore some trends in supply chain management and how brands can leverage an intelligent supply chain system to achieve commercial and brand success.
Trimming the Fat: Reduce Excess Inventory
Excess inventory can lead to increased storage costs and a decreased return on investment. By using the predictive analytical capabilities of an intelligent supply chain system, organisations can accurately forecast demand and adjust their inventory. This allows businesses to reduce inventory costs by optimising their stock levels, minimising waste and freeing up working capital.
Keeping It Running: Optimise MRO
- Intelligent supply chain systems can help optimise Maintenance, repair, and operations (MRO) by providing real-time data on equipment and maintenance needs.
- Purpose-built technology can track the performance of equipment and predict when maintenance is necessary, reducing downtime and extending the life of machinery.
Supplier Synergy: Improve Supplier Management
- Supply chain intelligence can also help organisations manage their suppliers more effectively.
- Businesses can identify high-performing suppliers and cultivate stronger relationships by analysing supplier performance data.
- Additionally, supply chain intelligence can help organisations identify potential risks in their supply chain, such as supplier disruptions or quality issues.
The Safety Net: Mitigate Risks
- Intelligent supply chains can also help organisations mitigate risks associated with their supply chains.
- By monitoring operations in real-time and analysing historical data, businesses can identify potential risks and take steps to prevent them from occurring.
- For example, supply chain intelligence can help organisations identify suppliers in regions prone to natural disasters and take steps to ensure the continuity of supply.
Join the Revolution: Transforming Your Supply Chain with Intelligence
As supply chain intelligence continues to evolve, it will become increasingly essential for businesses to stay competitive in today’s marketplace. Plug-and-play technology is also making it easier for companies to implement supply chain intelligence solutions without extensive customisation or complex integrations.
In today’s fast-paced business world, supply chain intelligence is no longer a “nice to have” – it’s a must-have for achieving cost savings in procurement. At Moglix, we offer cutting-edge solutions to help you make sense of your data and optimise your supply chain. Download this case study to discover how we helped an automotive OEM unlock a 2% cost savings in procurement.
Contact us to learn more about how we can help you gain a competitive edge.
Additional Reading:
From Bottlenecks to Breakthroughs: How Digitization Can Solve Pharma’s Supply Chain Woes

From Bottlenecks to Breakthroughs: How Digitization Can Solve Pharma’s Supply Chain Woes
The pandemic revealed weaknesses in traditional pharmaceutical supply chains, causing procurement challenges and reduced profits due to labor shortages, geopolitical tensions, and regulatory changes. In fact, a McKinsey study(1) found that over a 10-year period, supply chain disruptions pose a significant risk to pharmaceutical companies, potentially resulting in a 25% loss of earnings.
To address these challenges, leading pharmaceutical companies have realized that the traditional ways of supply chain management and procurement are insufficient to tackle today’s challenges, prompting a shift toward digital transformation.

Pharma Industry’s Current Struggles with Supply Chain
Let us first look at some of the current challenges that companies need to address to improve supply chain resilience and reduce disruptions:
- Cold Chain Losses: Maintaining specific temperature parameters is crucial for preserving the quality of medicines and drug products during the supply chain process. According to the IQVIA Institute for Human Data Science(2), the pharmaceutical industry loses approximately $35 billion annually due to temperature-controlled cold chain logistics failures.
- ‘Offshoring’: Offshoring of production and sourcing can create several challenges, including quality control issues, geopolitical risks, longer lead times, and increased transportation costs. As a result, many pharma companies are considering ‘nearshoring’ to improve supply chain resilience.
- API and Raw Material Costs: Active Pharmaceutical Ingredients and raw material costs account for a major chunk of pharmaceutical manufacturing costs. Cost fluctuations and shortages of these materials significantly disrupt the supply chain and increase production costs.
- Lack of Visibility: Limited real-time data access and visibility into critical KPIs hampers pharma supply chain performance.
Digitization: The Prescription for the Pharma Industry’s Supply Chain Headaches
As companies look for solutions to overcome supply chain challenges, many are turning to digital transformation. In 2023, Pharmaceutical companies will use digital supply chain tech more in 2023 to gain the following benefits.:
- Digitization helps track products in real-time to identify and address supply chain disruptions.
- It also ensures transparency and accountability in the supply chain.
- Digitization automates inventory management, preventing the risk of stockouts or overstocks.
The Digital Frontier: Revolutionizing the Pharma Industry’s Supply Chain
Digital technologies have been a transformative force in the pharmaceutical industry, revolutionizing supply chains by improving collaboration, integration, and efficiency. These advancements have helped companies reduce costs and enhance patient outcomes, making it essential for pharmaceutical firms to adopt these solutions.
At Moglix, we provide innovative solutions for improving the efficiency of supply chains. Discover how we helped a leading vaccine manufacturer implement just-in-time delivery to 16 plants across India. By doing so, the manufacturer was able to unlock working capital and reduce inventory carrying costs, leading to significant cost savings.
Contact us to know more about our approach and how we can support your digital transformation strategy.
Additional Reading:
Reimagining Procurement with Digital Transformation in FY 2024

Reimagining Procurement with Digital Transformation in FY 2024
The COVID-19 pandemic, long-standing skilled labour shortages, and recent geopolitical developments have disrupted the global supply chain. As a result, companies are adopting various strategies to overcome these challenges. A recent McKinsey report(1) found that 67% of businesses have adopted digital tools for end-to-end supply chain visibility, making them twice as likely to avoid disruptions caused by early 2022 supply chain disruptions. Therefore, the digitisation of procurement is emerging as the most effective one for building resilient supply chains.

While more than 60% of companies have fully embraced digital transformation in procurement, others still face significant challenges in adopting and implementing digital tools. This digital divide is a significant issue that needs to be addressed in procurement functions. Let us take a closer look.
The Digital Divide: Analysing the Need-Gap in Procurement
Access to critical decision-support information such as production statuses, inventory levels, capacities, forecasts, KPIs, and more can be delayed when data is siloed and disconnected in procurement functions. Procurement functions still face challenges such as:
- Fragmented and outdated processes
- Poor data management
- Inefficient supplier management
- Lack of visibility into spend data
To overcome these barriers, procurement teams need to be more agile, efficient, and responsive to changes in the market by embracing digital transformation.
From Paper to Pixels: The Benefits of Digitising Your Procurement
Let us look at some of the beneficial impacts of digital transformation on procurement:
Automating Procurement Processes
- Digitisation can help eliminate the manual, time-consuming tasks that procurement teams have daily, such as supplier onboarding, contract management, and purchase order processing.
- Automation can help reduce errors, increase speed, and free procurement professionals’ time to focus on more strategic tasks.
Improving Data Management
- Digital transformation can help improve data management by providing real-time visibility into spend data. This visibility can help procurement teams identify trends, reduce costs, and negotiate better contracts with suppliers.
- By leveraging big data analytics and AI, procurement teams can gain insights into supplier performance, risk management, and compliance, enabling them to make data-driven decisions.
Enabling Efficient Supplier Management
Digitisation can help procurement teams manage supplier relationships more effectively by providing real-time insights into supplier performance, risk management, and compliance. This can help procurement teams optimise their supplier base, improve supplier performance, and reduce supplier risk.
The Future of Procurement is Digital: Join the Journey in FY 2024
The rise of digital transformation has elevated procurement from a tactical function to a strategic one, empowering procurement teams to generate value for their organisations. By leveraging technology, professionals can effectively tackle bottlenecks in the procurement process.
At Moglix, our tailored digital solutions are designed to streamline the entire procurement cycle. Download this case study to discover how we helped a major chemical company overcome supplier fragmentation, limited MRO purchase visibility, and procurement price variation challenges. Our solutions delivered an 85% reduction in processing of transactions, POs, and invoices and a 5% savings in procurement costs.
Contact us today to learn how we can help you digitally transform your procurement strategy.
Additional Reading:
Safety Frontline-A guide to choosing right gumboots for your industry

Safety Frontline-A guide to choosing right gumboots for your industry
Choosing the right gumboots for your job or industry is crucial to ensure proper protection and safety. With so many types of gumboots available, it can be overwhelming to know which one is suitable for your specific needs. Whether you work in construction, agriculture, or food processing ensuring you select the right gumboots for your job in a critical as the job itself.
We have created a industry specific safety gumboots guide which details, features you shouldn’t miss including in your safety gumboots as per the industry you operate in.
Food Processing
In the food processing industry, gumboots are essential to maintain a clean and hygienic work environment. Workers are often exposed to slippery floors, wet conditions, and various food-related substances, such as fats and oils. Therefore, gumboots should have slip-resistant soles, steel toes for impact protection, and chemical-resistant materials that are easy to clean and sanitize.
Mining
Mining is a hazardous industry that requires gumboots that can withstand harsh conditions and protect against various hazards, such as falling objects and chemical exposure. Gumboots for mining should have reinforced steel toes and shanks for impact protection, slip-resistant soles for traction, and chemical resistance to protect against hazardous materials.
Construction
Construction workers are often exposed to various hazards, such as falling objects, sharp objects, and uneven surfaces. Gumboots for construction should have steel toes for impact protection, slip-resistant soles for traction, and good ankle support for stability on uneven terrain.
Agriculture
Agriculture workers often work in muddy or wet conditions and are exposed to various hazards, such as animal waste and sharp objects. Gumboots for agriculture should be comfortable, waterproof, and have good traction to prevent slips and falls.
Chemical Manufacturing
Chemical manufacturing involves exposure to various hazardous chemicals that can cause burns and other health problems. Gumboots for chemical manufacturing should be made from chemical-resistant materials, such as neoprene or other synthetic materials, and have slip-resistant soles for traction.
Fishing
Fishing involves exposure to cold water and slippery surfaces. Gumboots for fishing should have good traction and waterproofing, as well as insulation for cold water.
Cleaning Services
Cleaning services workers are often exposed to wet and slippery surfaces and various cleaning chemicals. Gumboots for cleaning services should have slip-resistant soles, easy-to-clean surfaces, and chemical resistance to protect against exposure to cleaning chemicals.
Plumbing
Plumbers often work in wet and slippery conditions and are exposed to various chemicals and sharp objects. Gumboots for plumbing should have steel toes for impact protection, slip-resistant soles for traction, and chemical resistance to protect against exposure to hazardous materials.
Oil and Gas
Oil and gas workers are often exposed to various hazardous chemicals and conditions, such as extreme temperatures and slippery surfaces. Gumboots for oil and gas should be made from chemical-resistant materials, have good traction and insulation, and be slip-resistant for added safety.
Healthcare
In healthcare, gumboots are essential to protect against exposure to hazardous substances, such as blood and other bodily fluids. Gumboots for healthcare should have slip-resistant soles, chemical resistance, and anti-static properties to prevent the buildup of static electricity.
Choosing the right gumboots for your specific industry and application is essential to protect you at your workplace, and look for gumboots that have the appropriate features, such as slip-resistant soles, steel toes, chemical resistance, and insulation.At Moglix you have access to the widest range of industry and application specific safety gumboots from from best in class brands all in one place. Check our range
Gumboot Guide
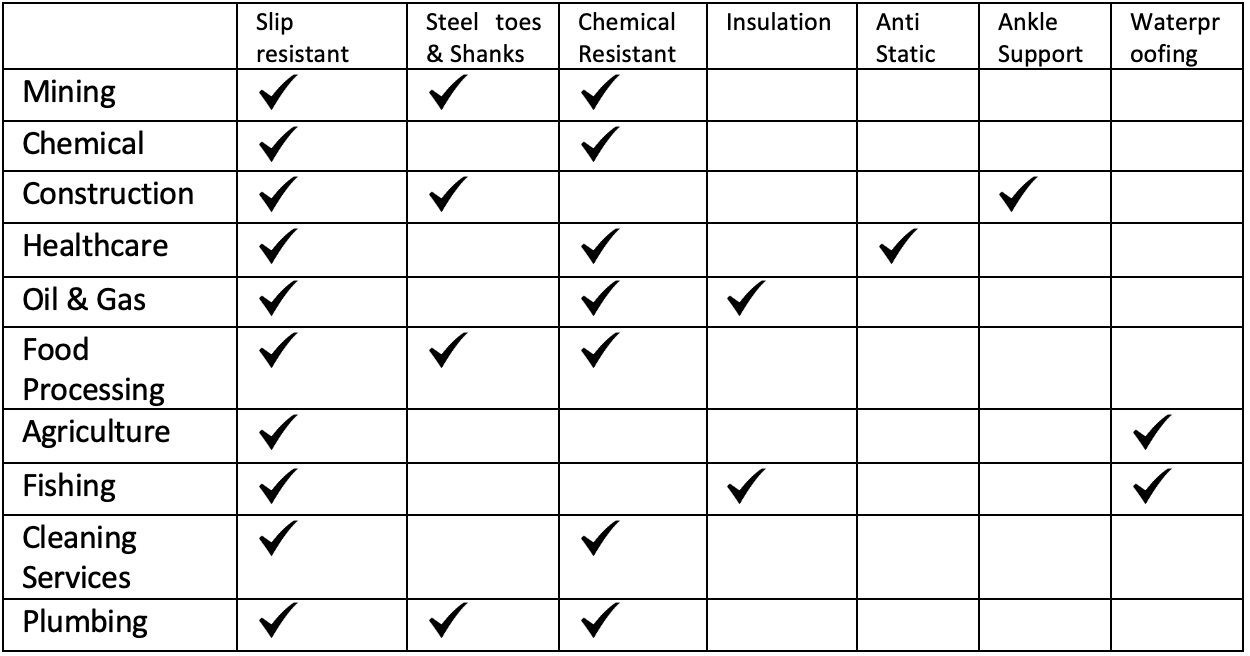
Please Note: This guide is an indicative guide, eventually gumboot material, features and application will depend on your eventual use
Evolution of Safety Gumboots in Workplace Safety: A Comprehensive Guide

Evolution of Safety Gumboots in Workplace Safety: A Comprehensive Guide
Also known as wellies, rubber boots, rain boots, muck boots and many more depending upon the country you are in, Gumboots have been around since the early 19th century. Originally designed for farmers to protect their feet from mud and water, gumboots have evolved over time to become an essential part of personal protective equipment (PPE) in various industries.
Origins of the Gumboots
Gumboots were first invented in Europe for farmers working in wet and muddy conditions. The first gumboots were made of leather, but this material was heavy and didn’t provide adequate protection against water. In the mid-19th century, Charles Goodyear invented vulcanized rubber, which revolutionized the gumboot industry. Rubber gumboots were much lighter and more durable than leather gumboots, and they quickly became popular among farmers and other outdoor workers.
Industrial Revolution
During the Industrial Revolution, gumboots became popular in factories, mines, and other industrial workplaces. Workers needed footwear that could protect their feet from falling objects, chemicals, and other hazards. Rubber gumboots were a perfect fit for these requirements, and they quickly became an essential part of PPE in various industries.
Rubber Technology
The invention of vulcanized rubber paved the way for various innovations in gumboot design and manufacturing. Rubber gumboots could now be produced in different sizes, shapes, and colors. They also became more comfortable to wear, thanks to the development of rubber cushioning and insoles.
World War I and II
During World War I and II, gumboots became crucial for soldiers in the trenches. They protected soldiers’ feet from wet and muddy conditions, as well as from diseases like trench foot. The demand for gumboots during these wars led to significant innovations in gumboot design and manufacturing. For instance, manufacturers started using lighter and more flexible materials to make gumboots that were more comfortable to wear for long periods.
Modern Safety Standards
In the 20th century, safety gumboots became subject to strict safety standards and regulations. These standards were developed to ensure that gumboots provided adequate protection against various hazards in the workplace. Today, safety gumboots are tested for slip resistance, impact resistance, and other safety features before they can be sold to the public. According to a report by Zion Market Research, the global safety footwear market was valued at $6.8 billion in 2020 and is expected to reach $9.8 billion by 2028, growing at a CAGR of 4.8% during the forecast period.
Materials Innovation
In recent years, materials such as neoprene, PVC, and polyurethane have been used in the production of safety gumboots. These materials offer superior resistance to chemicals, oils, and other hazards, making them ideal for use in industries like construction, mining, and agriculture. According to a report by Allied Market Research, the global safety footwear market is expected to witness significant growth due to the increasing demand for lightweight, comfortable, and durable safety footwear.
Global Industry
Today, safety gumboots are produced and used all over the world. Different cultures and industries have influenced the design and development of safety gumboots in different parts of the world. For instance, gumboots used in the agriculture industry in India are designed to be comfortable and breathable, while those used in the mining industry in South Africa are designed to be durable and slip-resistant.
Road ahead
We can expect to see continued innovation in the design and materials used to make gumboots. One promising trend is the growing use of sustainable and eco-friendly materials, which can reduce the environmental impact of these essential safety tools. At the same time, advances in 3D printing technology could allow for greater customization and personalization of gumboots, improving their fit and comfort.
The evolution of gumboots reflects a broader trend in workplace safety, which is a growing recognition of the importance of protecting workers from hazards and providing them with the tools they need to do their jobs safely and effectively. As technology and materials continue to advance, we can expect gumboots to remain a critical part of workplace safety for many years to come. At Moglix you have access to the widest range of industry and application specific safety gumboots from from best in class brands all in one place. Check our range





 Back
Back