Corporate Gifting 101: A Quick Guide

Corporate Gifting 101: A Quick Guide
The corporate gifting market in India is worth $2.5 billion, and is increasing at a rate of 200% annually. This surge in demand proves that corporate gifting works in encouraging repeat business, strengthening client relations, and retaining employees.
Corporate gifting is the act of touching base with employees, clients, or prospects viaa gift such as a personalized piece of clothing, or an eGift card. However, it’s not as simple as it sounds because a lot goes behind the scenes — budgeting, brainstorming, sourcing, and delivery.
So, how can you successfully leverage corporate gifting to drive these results? Continue reading as we discuss this and share the latest corporate gifting trends.
Planning for a Successful Corporate Gifting Program?
The first step in planning your corporate gifting program is determining the purpose of the program. Start by asking yourself these questions:
- What are your gifting objectives?
- What type of items do you want to gift?
- Is it budget-friendly or eco-friendly?
- What kind of story do you want your corporate gift boxes to tell?
- How can you make a long-lasting impression?
Once you have answered these questions, start with deciding on the budget and choosing the perfect gift.
Budgeting
To establish the budget for corporate gifts, you need to start by figuring out how much you can afford to spend. This depends on various factors such as:
- Your company’s size
- Your company’s total sales
- The number of people you intend to give gifts to
- Delivery locations — pan-India, international, or limited to one state?
Also, as a general rule of thumb, you should always keep some of your budget aside to cover unforeseen expenses. It’s always better to have too much than not enough because once the results of a gift campaign start to show, the lists of recipients tend to grow.
Sourcing
To help you make a more informed decision, here are some factors you should consider when choosing your corporate gifting partner:
- Wide range of high-quality gift options
- Premium quality gifts ensured.
- Cater to various budget ranges
- Bespoke tailor made gifts
- Eco-friendly gift options available
- Ease of Ordering
- Place orders for multiple recipients at once
- On time every time, anywhere in India
- Customized and personalised packaging
- Track orders, manage deliveries, and generate reports
- Ability to manage last minute order modification
- Responsive customer service to address queries
- Ensuring the protection of personal and corporate data
Last-Mile Delivery
Last-mile delivery refers to shipping items from the closest distribution hub to the final destination, such as the employee’s house. If a present is not delivered on time or in proper condition, the recipient may be disappointed and frustrated, negatively impacting your reputation.
Therefore, when choosing a corporate gifting platform, ensure they offer features such as last-mile delivery and pan-India shipping, among others.
Latest Trends in Corporate Gifting
Data suggests that the top five corporate gifts include gift baskets (48%), company-branded products (46%), and experiences like movies and sporting events (39%)
Here are some more trending gift ideas that you can follow:
- Eco-friendly gifts: You could link your gifting program to your environmental, social, and governance (ESG) practices, as eco-friendly gifts get the company’s positive reviews from over 45% of employees3. Some examples include desk plants, reusable tumblers, and plantable gifts.
- Food gift hampers: Corporate food gift sales crossed over $30 billion recently, indicating a rising trend. Savory and salty treats are also becoming increasingly popular.
- Personalized gifts: Market growth of 400% over the last few years indicates increased popularity of corporate gifts tailored to the recipient’s interests. For example, you can give your employees notebooks personalized with their names.
Plan Corporate Gifting Program with Moglix
Moglix brings to you the ultimate in corporate gifting, with our extensive range of products that cater to every need and budget. From timeless classics to modern innovations, our collection is thoughtfully curated to represent your brand’s distinct identity. With nationwide delivery, no location is out of reach. Make your gesture truly memorable and meaningful, whether it’s a grand statement or a heartfelt token. Choose us for a gifting experience that reflects excellence and care. Plan your corporate gifting program with Moglix to streamline your corporate gifting process.
Harnessing Technology for Automotive Supply Chain Optimization

Harnessing Technology for Automotive Supply Chain Optimization
In the aftermath of the COVID-19 pandemic and the Russia-Ukraine war, the global microchip shortage has already garnered a lot of attention, with several automotive companies that follow just-in-time (JIT) manufacturing, having halted their assembly lines and production.
However, it has obscured the fact that the automotive industry involves a complex web of interdependent supplier relations spread across geographies, which entail their own set of challenges, including poor visibility, inventory shortages, and compliance mandates.
Below, we elaborate on the several barriers disrupting the automotive supply chain and how they can be overcome by leveraging technology.
Using Technology to Mitigate Automotive Supply Chain Risks
The ruthless drive to improve speed and efficiency and reduce costs has made the automotive supply chain very fragile. By harnessing the vast goldmine of untapped data by drawing on technology such as machine learning (ML), artificial intelligence (AI), the internet of things (IoT), cloud computing, and blockchain, automobile manufacturers can successfully undertake their MRO supply chain optimization, increasing visibility and streamlining compliance.
#1 Challenge: Lack of Supply Chain MRO Visibility
Poor supply chain visibility is the biggest concern of automotive manufacturers, as it disrupts production schedules, increases lead times, and delays delivery to customers.1 In fact, Toyota’s 40% production cut can be traced back to the parts shortages caused by visibility concerns.2
The lack of supply chain MRO visibility is concerning, as first-tier suppliers tend to have an extended global supplier network, which may lead to manufacturers lacking real-time updates on sub-tier suppliers and third-party vendors. For instance, the diamond-shaped chip supply chain involves Tier 1 component integrators, followed by Tier 2 semiconductor providers and Tier 3 wafer manufacturers.
Solution: Optimize procurement and map the multi-tier supply chain on a centralized platform using MRO software. This will allow for easy identification of any significant delays and disruptions. Additionally, blockchain technology can be leveraged to create an immutable record of all movements and transactions. Vehicle parts can further be fitted with IoT sensors for location and condition-based information, which will facilitate proactive maintenance.
#2 Challenge: Overstocked Inventory
With a vehicle consisting of approximately 30,000 components3, managing inventory has been a tall task. While the JIT method and make-to-order approach ensured better inventory management, the supply chain went for a toss during the pandemic, with manufacturers oscillating between inventory excesses and shortages.
Besides, external factors, such as reputational damage due to manufacturing defects, trade and regulatory issues, and environmental concerns, can lead to a sudden fall in demand, as exemplified by the rise in EV production and the popularity of ridesharing platforms.
Solution: OEMs can deploy AI/ML modeling and predictive analytics to gain insights into market trends, demand patterns, and external risks, to ensure their demand forecasts and production schedules are aligned with purchasing trends. Besides, complete supply chain visibility gained through MRO software will help ensure that products are ethically sourced, preventing reputational damage.
Challenge 3: Compliance Mandates
The automotive industry operates in a highly regulated environment with strict compliance requirements with regard to licenses, safety, fire drills, and environmental audits. Indeed, an Indian automotive manufacturer deals with around 489 mandates4 in a single state without accounting for the regulatory fluidity—some conjecture over 40005 regulatory updates across all government websites. With 80%6 of key personnel lacking compliance understanding, automotive companies risk incurring severe penalties.
Solution: Automotive companies can digitize their compliance management, including meeting sustainability and emission norms, by embracing tech-driven supply chain management solutions and platforms.
Leverage Moglix’s MRO Supply Chain Management Solutions for Enhanced Efficiency
Effective management of maintenance, repair, and operations (MRO) activities is essential to minimize production downtime and create a resilient automotive supply chain. It can enable Indian companies to successfully thrive in Industry 4.0, putting them on the road to doubling the size of the auto industry to Rs. 15 lakh crore by 2024.7
Moglix’s MRO software solutions offer a comprehensive suite of tools such as inventory management, procurement automation, and maintenance planning to achieve end-to-end visibility and improve operational efficiency. Its ability to easily integrate into the company’s enterprise resource planning (ERP) allows for thorough MRO supply chain optimization.Moglix’s prowess is on display through its 85% reduction in the order creation cycle of the world’s largest two-wheeler manufacturer, which suffered from legacy ERP issues, poor data quality, a fragmented supplier base, and a lack of spending visibility. Download the case study or get in touch to learn more.
Digitalizing Procurement: Unlocking Efficiency in the Cement Industry

Digitalizing Procurement: Unlocking Efficiency in the Cement Industry
Digital procurement is reshaping the cement industry’s landscape, ringing in a new era of optimization and agility powered by Industry 4.0. Amidst evolving market dynamics, changing consumer demand, and supply chain challenges, cement manufacturers are turning to technology-driven procurement solutions to reduce costs, increase efficiencies, and improve their performance for an added competitive edge.
By digitalizing their supply chain, companies can experience a 20% and 50% reduction in their procurement and supply chain costs, respectively, supplemented with a 10% revenue rise.1Below, we outline the transformative impact of adopting procurement automation on the fortunes of cement companies.
The Power of Automation in Streamlining Procurement Processes
By combining the latest technologies, including artificial intelligence (AI) and the Industrial Internet of Things (IIoT), cement manufacturers can effectively streamline their procurement processes, which are significantly affected by commodity prices, energy consumption, and supplier management. Digital procurement ensures that the cement industry gains holistic visibility into its supply chain, encouraging efficient logistics operations and fostering a resilient, sustainable, and profitable future.
- Enhanced Visibility for Effective Raw Material Procurement
As cement production entails procuring several raw materials, namely limestone, gypsum, coal, and clay, which are spread across diverse geographies and suppliers, ensuring a reliable raw material supply becomes imperative, especially to meet the varying quality standards of different cement types.
To avoid the pitfalls of poor transportation infrastructure, unfavorable weather conditions, and complex government regulations, procurement leaders must adopt digital solutions that enhance supply chain visibility. Real-time tracking can provide end-to-end transparency into the sourcing and delivery processes, ensuring steady flow and enabling production optimization.
2. Improved Inventory Management Down to the Silo
Cement manufacturers are no exception to the uncertainties involved in forecasting supply-demand scenarios. In fact, ensuring there are adequate inventories to meet any sudden demand surge becomes even more significant for companies dealing in both bagged and bulk cement, given the consumer preference for “fresh cement”. Besides, handling coal and the end product’s quality is no easy task.
Procurement optimization assists manufacturers in analyzing their exclusive data sources, including point-of-sale data, stock-outs, pic pack loads, and tracking activities, through predictive analytics. This provides a true picture of customer demand, ensuring better demand forecasting, accurate inventory management, and zero-error predictive plant maintenance.
By embracing procurement solutions such as automated requisitioning, purchase order generation, and invoice processing, cement manufacturers can minimize the scope for manual errors, increase process speed, and undertake better resource allocation.
3. Streamlined Logistics Operations to Meet Demand with Precision
Cement is a high-volume, low-value commodity, which makes handling its logistics complex and costly. Entailing large volumes (cement is bulky) and specialized handling equipment such as bulk carriers and cement tankers, transporting cement efficiently from the manufacturing plant to the distributors becomes essential. Logistics costs also increase when extreme weather disrupts transportation routes and affects cement carriers, thereby requiring maintenance—an even graver concern in remote locations.
IIoT, in conjunction with big data analytics and machine learning, detects operational and logistics inefficiencies by undertaking historical data analysis, thereby enhancing traceability and improving supply chain resilience. By leveraging procurement optimization tools, such as automated tracking and optimized route planning, cement manufacturers can precisely monitor product movement, minimize lead times, and shorten time to market.
4. Seamless Vendor Management for Superior Supplier Relationships
Given the scenario that cement manufacturers must source various kinds of raw materials from different vendors, handling supplier relationships can be daunting. Besides, in the aftermath of the supply chain disruptions caused by the COVID-19 pandemic, maintaining supplier diversity has become even more important. Additionally, with sustainability and ESG compliance becoming all the rage, ensuring that your suppliers are conscious of their footprint makes good business sense.
Cement manufacturers can foster better supplier collaboration and communication by embracing procurement automation solutions. Developing clear metrics for supplier performance evaluation also helps with cost optimization. By leveraging digital technologies, manufacturers can facilitate competitive bidding, ensuring favorable terms are negotiated and a reliable supply chain is established.
Embracing Moglix’s Digital Procurement Solutions to Unleash Higher Efficiency
Adopting digital procurement solutions can truly revolutionize a cement manufacturer’s processes by streamlining its inventory, logistics, and supplier relationships. By harnessing data-driven insights from procurement automation, cement manufacturers can optimize their processes, make informed decisions, and establish agile supply chains.
Moglix’s procurement solutions take this a step further by facilitating the implementation of strategic procurement processes that drive down costs and minimize supply chain risk, as substantiated by the 20% increase in working hour efficiency achieved by a leading cement manufacturer after deploying Moglix’s solutions.
The client had several business challenges, including a fragmented supplier base, non-standardized price and delivery systems, and decentralized platforms, which increased tail-end spending and resulted in data gaps. This not only made it difficult to undertake purchase analytics but also delayed tax filing, causing compliance issues. Moglix automated the procurement processes to deal with the issues of distributed pricing, re-orders, and product duplication, enabling massive cost savings. Download the case study to learn more.
MRO Management Strategies for Manufacturers to Drive Cost Savings

MRO Management Strategies for Manufacturers to Drive Cost Savings
With the majority of procurement initiatives targeted at streamlining direct costs, maintenance, repair, and operation (MRO) costs are often overlooked. 59% of procurement leaders have reported feeling pressured to reduce operational budgets, with another 40% stating the need to improve asset performance.1
This makes reducing unplanned downtime by ensuring all the right parts and equipment are readily available at any given time an absolute necessity. Adopting MRO management strategies can ensure manufacturers proactively deal with procurement risks instead of following reactive maintenance policies.
Top 3 Strategies to Optimize MRO Supply Chain
As manufacturers grapple with several procurement risks, including fragmented supplier base, low spare parts standardization, excessive inventory holding, low catalog usage, and high lead times, reducing indirect costs can feel daunting. Below, we outline the top three MRO procurement strategies that induce cost savings and improve operational efficiency.
Implement Spending Analytics
The global distribution of manufacturing plants paired with a large decentralized user and supplier base entails incurring millions of transactions, which hold massive scope for cost savings. Manufacturers can identify operational inefficiencies within their MRO procurement processes by thoroughly analyzing spending patterns.
Businesses must deploy techniques like ABC analysis to categorize MRO items based on their impact on production and cost to prioritize critical item purchases while reducing costs on lower-value items. To put this into perspective, procurement leaders spend almost 30%2 of their time making manual purchases.
Leveraging data-driven software tools, such as Moglix Solutions, can enable manufacturers to track their spending in real time, acquire actionable insights, and gain alternate product recommendations at better pricing, leading to substantial cost savings.
Introduce Process Transparency
Manufacturing’s MRO supply chain involves several procurement and inventory processes to ensure regular maintenance and replacement of assembly line machines, conveyor belts, and industrial motors. However, such multiple processes also imply multiple error possibilities. For instance, poor visibility into quality and compliance processes can raise procurement costs by 10%.3
Manufacturers must encourage cross-functional collaboration among operations, maintenance, and vendor teams by establishing clear communication channels and documenting detailed procedures for the proper management of MRO procurement processes. By ensuring thorough accessibility and transparency of procedures for all stakeholders, manufacturers can identify and remediate inefficiencies and quality slippage, promote accountability, and enable efficient decision-making, thus contributing to cost savings.
Establish Strong Supplier Relationships
Typically, manufacturers contract with hundreds of vendors to cater to unplanned and unanticipated stockouts and MRO purchases, which forces them to forgo the benefits of high-volume purchases. Hence, strategically consolidating your supplier base and collaborating with them can yield cost benefits. To illustrate, Moglix’s MRO procurement solutions help reduce the supplier base by 80%.4
Manufacturers must establish key performance metrics (KPIs), such as price competitiveness, quality standards, and delivery reliability, to evaluate supplier performance and prune their supplier tail end accordingly. Entering into long-term agreements facilitates better price negotiation and builds trust, which is necessary for cost optimization.
Augment Your MRO Management with Moglix’s Solutions
With Industry 4.0, powered by predictive data analytics, artificial intelligence, and the internet of things, becoming the new normal, harnessing data-driven insights has become intrinsic to streamlining MRO procurement processes. Using a centralized platform, like Moglix’s solutions, can empower manufacturing companies to better detect process deficiencies and maintenance needs, optimize workflows and resource allocation, enhance operational excellence, and gain complete visibility of their MRO supply chain.
To put this into perspective, Moglix helped cut operational costs by 5% for a major EPC company focused on civil and environmental infrastructural development. Faced with the numerous challenges of a fragmented vendor base, exponential inventory holding costs, and poor spending control, it sought to improve process efficiencies by aggregating its remote sites through Moglix’s solutions. Download the case study or get in touch to learn more.
How Technology is Transforming the Landscape of Procurement in Chemical Industry

How Technology is Transforming the Landscape of Procurement in Chemical Industry
MRO procurement (maintenance, repair, and operations) in the chemical industry is not just about purchasing and managing industrial equipment at the lowest cost. It is also about ensuring compliance and sustainability, continuously improving and optimizing, creating value for stakeholders, and fostering innovation.
The chemical industry lacks severely behind the best-performing sectors, such as automotive, when it comes to optimizing the MRO procurement processes (McKinsey). This is worrying since the chemical industry relies heavily on MRO procurement, so much so that the purchasing costs in the industry are equivalent to 50–70% of sales revenues. Therefore, improving procurement processes can significantly impact the chemical companies’ bottomlines — as per a McKinsey analysis, sectors following procurement best practices have a 17% higher EBITDA.
One of the ways to achieve procurement excellence is by adopting modern tech solutions, such as procurement management systems. Such systems can transform the function from reactive and tactical to proactive and strategic. How? Continue reading to find out.
Tech-Driven Procurement in Chemical Industry
Procurement management systems transform the capabilities and culture of the function itself. It achieves this by giving you access to real-time data, tools to analyze it, a dashboard to present information in consumable chunks, and reports to present to the leadership teams:
Enabling you to improve the quality and efficiency of your communication and coordination between internal and external stakeholders.
- These platforms boast features such as real-time data sharing, end-to-end visibility for processes, in-context messaging, and uses AI to identify threats and do damage control.
- This can enhance the quality and promptness of communication, improve transparency, and foster value creation and innovation.
Helping you leverage big data and advanced analytics to tap into market trends, forecast demand, measure supplier performance, and track price fluctuations.
- It can help you monitor the availability and prices of commodities, negotiate from the point of power, and manage risks proactively.
- Spend analytics can also help you analyze spending patterns across suppliers, locations, and business units, giving you room to identify opportunities for cost reduction and consolidation.
Streamlining and automating transactional and tactical procurement activities such as ordering, invoicing, payments, and requisitioning.
- It can reduce manual work, save costs, save time, and increase accuracy.
- It can also help you track inventory levels, track shipments, and optimize logistics.
Conclusion
A robust digital procurement solution empowers chemical companies to make data-driven decisions, transform operations, and boost financial performance. One of the ways to do that is using Moglix’s vendor consolidation capabilities to simplify your procurement across multiple suppliers.
This case study shows how Moglix did this for a leading chemical manufacturer and helped them reduce cost, optimize inventory, and made the supply chain ecosystem more efficient and transparent. Learn more about how Moglix can help you, click here.
How Analytics Drives Efficiency in the Pharma Supply Chain

How Analytics Drives Efficiency in the Pharma Supply Chain
Supply chain disruptions in the pharma industry can cause a potential loss of 25% of EBITDA over ten years, notes a McKinsey report. EBITDA is a key indicator of a company’s overall financial performance, and losing it can be costly and avoidable. How? By using data analytics for MRO supply chain optimization.
Predictive modeling can help pharmacos predict product demand, optimize inventory, and reduce waste and costs. It can help them control and monitor product quality throughout the supply chain. Therefore, data analytics can offer significant value for MRO (maintenance, repair, and operations), supply chain optimization, and patient care.
In this blog, however, we’ll focus on how predictive modeling, or data analytics in general, could help pharmacos with MRO supply chain optimization and eventually minimize costs.
Keeping the MRO supply chain disruption-free
Another McKinsey report shows that a pharma company can achieve 15–30% operating efficiencies over five years by scaling the impact of advanced analytics. While this research focuses on the impact of predictive modeling on new medical therapies, here’s how it can also improve supply chain forecasting:
- Pharmacos can use data they generate and collect throughout their MRO supply chain to further optimize it by leveraging data analytics and digitizing their platforms. This could improve visibility, efficiency, and agility.
- You can streamline and secure the journey of medicines and equipment using data analytics, blockchain, and Internet of Things (IoT) sensors. So if a shipment is delayed, you can detect the problem and take corrective measures before the product reaches the end consumer.
- By anticipating and mitigating the impact of external factors, pharma companies can reduce the risk of disruptions and improve their resilience. For instance, using scenario analysis, you can evaluate the potential outcomes and impacts of different events on your MRO procurement processes.
While data analytics can help pharmacos by improving their supply chain’s visibility, agility, and resilience, what about mitigating the impact on MRO spending? This is where spend analytics come into the picture.
Minimizing Cost Using Spend Analytics
Spend analytics involves collecting, cleansing, classifying, and analyzing cost spending to reduce procurement costs, improve budgeting, and monitor compliance. It can help pharmacos in MRO procurement processes and supply chain optimization by:
- Identifying opportunities for savings by reducing waste or negotiating better prices or terms
- Improving accountability by tracking and measuring MRO spending across business units
- Enhancing supplier management by evaluating performance and benchmarking quality
- Supporting strategic decision-making using data-driven insights to evaluate return on investment and optimize cost-value trade-offs.
Conclusion
In the face of rising regulatory pressures, customer expectations, and costs, analytics is no longer just the source of competitive advantage for the pharma industry. However, success depends on building the right framework and capabilities.
One of the ways to do that is to leverage Moglix’s capabilities, just like this COVID-19 vaccine manufacturer did. Moglix enabled 16 of its plants for just-in-time delivery of MRO goods and replaced
the non-strategic vendor codes with a single point of contact. Click here to learn more about Moglix can make your MRO procurement efficient and financially sound.
Ideas for Building India’s National Infrastructure Pipeline in the Utilities Sector
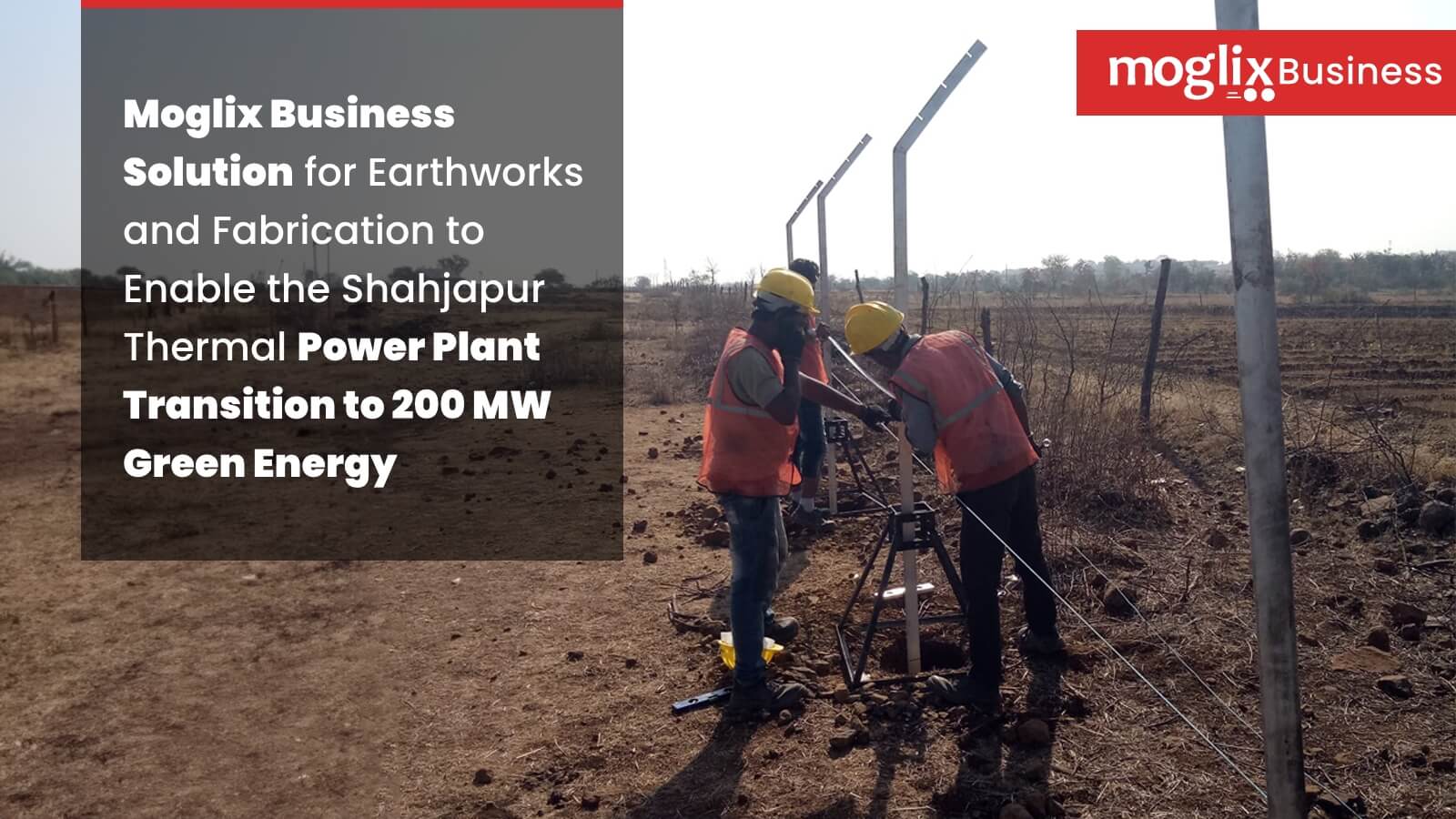
Ideas for Building India’s National Infrastructure Pipeline in the Utilities Sector
What Has Been the Progress in Building the Utilites Infrastructure in India till Now in 2023?
There are 4 sub-sectors of utilities across which India has experienced significant growth, namely: non-renewable energy, renewable energy, water resources, and waste management. India has an installed thermal power capacity of 230 GW, as of 2023 and is well on its way to transitioning towards net zero carbon emissions by 2070. With an installed solar PV capacity of 64 GW, India has become one of the world’s largest producers of solar power. Initiatives like the “One Sun One World One Grid” aim to establish a global interconnected solar grid. Here’s an insight on the opportunities available for building India’s utilities infrastructure and ideas on the supply chain that EPC companies will need.
What Are the Major Opportunities for EPC Infrastructure Companies in the Utilities Sector?
- Opportunities for EPC Infrastructure Companies in Non-Renewable Energy
In the non-renewable energy space, there are 20 projects worth INR 94185 crores under conceptualization. There are 20 non-renewable energy projects worth INR 35659 crores under development. Further, there are 39 projects worth INR 215000 crores which are under implementation.
- Opportunities for EPC Infrastructure Companies in Renewable Energy
In the renewable energy space, there are 17 projects worth INR 18305 crores under conceptualization in the National Infrastructure Pipeline. Further, there are 54 projects worth INR 1152000 crores under development and 73 projects worth INR 176000 crores under implementation.
- Opportunities for EPC Infrastructure Companies in Irrigation
The National Infrastructure Pipeline has 75 projects worth INR 267000 crores under conceptualization in the irrigation space. Further there are 100 projects worth INR 121000 crores under development and 319 projects worth INR 692000 crores under implementation.
- Opportunities for EPC Infrastructure Companies in Waste Management
There are 20 projects worth INR 23857 crores under conceptualization in the waste management space under the auspices of the National Infrastructure Pipeline. Moreover, there are 78 projects worth INR 325000 crores under development and 339 projects worth INR 455000 crores under implementation.
What Supply Chain Solutions Do EPC Infrastructure Companies Need to Leverage Opportunities in the Utilities Sector?
- Granular Approach Towards Custom Manufacturing and Fabrication
As we continue to build infrastructure assets for energy (renewable and non-renewable), irrigation, drinking water, and waste management, EPC infrastructure enterprises are demanding greater throughput of custom manufactured structures.
Typically, large custom manufactured structures are prone to risks of fitment issues. There are also issues of misalignment with specifications mentioned in the design & drawing that can adversely impact the quality of the infrastructure asset and user experience.
It is critical to bulk-break the requirement of a large-sized fabricated structure into small components. Bulk-breaking a project into smaller components offers several benefits. First, it allows for workload distribution among workshops. Second, it allows precision engineering with the existing set of resources. Third, a granular approach to custom manufacturing enables agile quality assurance and greater probability of course correction.
- Agile Procurement for Transmission & Distribution Projects
As India rushes to achieve its net zero emission milestones, the energy sector is poised for major changes. Independent power producers are already demanding faster execution of projects from subcontractors.
A significant consequence of the increase in demand for faster execution of energy projects is the need to fast-track procurement. Be it module mounting structures, balance of supplies, or construction raw materials like TMT steel bar, there is a need to cut slack across the supply chain journey.
Some of the ways to cut slack without compromising on quality and costs include the use of digital procurement solutions, fintech solutions for on-demand credit, and digital project management for fabrication. Business process reengineering methods like vendor consolidation, freight consolidation, and robotic process automation for non-strategic tasks.
- Credit Support and Payment Cycle Standardization for Suppliers
A significant barrier to the agile execution of infrastructure projects is the variability of payment cycles. The absence or lack of on-demand credit support for suppliers increases the turnaround time of order-to-delivery cycles.
One way to reduce the order-to-delivery cycle is to standardize the payment cycle and credit terms. Any deviation from the established timelines for accounts receivable should be mapped to on-demand credit support against a cost-of-credit.
The treasury in such cases may be the EPC project developer or the sub-contractor of the infrastructure project. Advantages of early payments to the EPC project developer or subcontractor include faster execution of purchase orders, fast-tracking of project execution, and incentives from government agencies for before-time completion.
Here’s a use case on how standardization of credit terms and working capital support can enable faster annual turnover growth of EPC project developers in the infrastructure sector in India.
- Pan- India Site Aggregation for Multi-Site Infrastructure Projects in the Operations Stages
Several infrastructure companies, especially in the utilities sub-sector organize their supplier bases on the conventional wisdom of ‘category expertise’. It leads infrastructure companies into relying on at least one supplier per category.
How does the category expertise led supplier selection and procurement affect infrastructure projects?
First, individual suppliers are responsible for the quality, cost, and on-time delivery of their respective categories only.
Corporate leaders of infrastructure companies are however accountable for completing one or more projects on time, not for completing one or more tasks on time.
Second, there are several tasks and resources in the supply chain that cross each other at multiple junctures in the operational stage of infrastructure projects. Individual suppliers are not accountable for mapping resource and task dependencies of an infrastructure company.
At any point in time, a large infrastructure company in the bracket of an annual turnover of INR 7000 crores or more, has not just one, but multiple projects going on at the same time.
Vendor consolidation at each project site makes one procurement partner accountable for the on-time completion of the entire project. Further, a pan-India site aggregation model for multiple infrastructure project sites puts the responsibility of the on-time completion of several projects on the shoulders of one procurement partner.
However, pan India site aggregation for multiple infrastructure projects can work only when the following thumb rules are satisfied.
First, the pan India procurement partner needs to have a very large-scale catalog of categories and SKUs.
Second, the procurement partner must have a digitally integrated supply chain ecosystem of several suppliers to enable fast allocation of resources, purchase orders, and logistics.
Third, the procurement partner must have a thorough understanding of the bill of quantities and an approved vendor list for each project.
Further, the procurement partner must be willing to sign on the dotted lines of SLAs as per the construction schedule and map the task and resource dependencies of suppliers as per the task and resource dependencies of the infrastructure company.
Here’s a successful use case of pan India site aggregation in the utilities sub-sector by a waste management EPC enterprise across 75 sites.
The Catalog for EPC Project Developers and Sub-Contractors That Are Building India’s Utilities Infrastructure
Moglix offers a comprehensive catalog of construction raw materials procurement, indirect procurement, and custom manufacturing solutions to EPC project developers and sub-contractors.
To know more about opportunities in the utilities sub-sector in India’s National Infrastructure Pipeline, download our e-book “Building India: The Infrastructure We Aspire for and the Supply Chain We Need, Second Edition.”
40 key Industrial Valve terms that you should know
40 key Industrial Valve terms that you should know
Industrial valves are essential components in controlling the flow of fluids within various industries. Understanding the terminology associated with industrial valves is crucial for effectively communicating, selecting, and operating these vital devices. In this comprehensive guide, we will touch upon the key terminologies related to industrial valves, shedding light on their definitions and significance.
- Valve: A device used to control the flow of fluids (liquids, gases, or slurries) through a piping system by opening, closing, or partially obstructing the passage.
- Ball valve: A type of valve with a ball-shaped disc that rotates to control the flow.
- Gate valve: A valve with a flat or wedge-shaped gate that moves up or down to control the flow.
- Globe valve: A valve with a disc that moves linearly to control the flow, typically used for throttling applications.
- Butterfly valve: A valve with a rotating disc in the shape of a butterfly that controls the flow.
- Check valve: A valve that allows fluid flow in one direction and prevents backflow in the opposite direction.
- Smart valve: A valve equipped with sensors, actuators, and communication capabilities, allowing for remote monitoring, control, and integration into digital systems for enhanced performance and diagnostics.
- Actuator: A mechanism that operates the valve, converting an input signal into a physical motion to open or close the valve.
- Flow rate: The volume of fluid passing through a valve per unit of time, typically measured in gallons per minute (GPM) or cubic meters per hour (m³/h).
- Pressure drop: The decrease in pressure across a valve caused by flow resistance. It is the difference between the pressure upstream and downstream of the valve.
- Trim: The internal components of a valve that come into contact with the flowing fluid, including the disc, seat, stem, and other sealing elements.
- Bonnet: The top portion of a valve that houses the stem and packing, providing a protective enclosure and sealing against leaks.
- Seat: The sealing surface inside the valve where the disc comes into contact to provide shutoff and control the flow.
- Disc: The movable part of the valve that controls the flow by opening or closing against the seat.
- Body: The main casing or housing of the valve that contains the internal components and provides the inlet and outlet connections.
- Cv (Flow Coefficient): A numerical value representing the flow capacity of a valve, indicating the flow rate of water in gallons per minute (GPM) at a specified pressure drop across the valve.
- Stem: The elongated shaft that connects the actuator to the disc or other closure element, transmitting the motion to open or close the valve.
- Stem packing: The material used to seal the area around the stem where it passes through the valve bonnet, preventing leakage.
- Trim materials: The materials used for the internal components of the valve, such as the disc, seat, and stem, selected based on the fluid properties and operating conditions.
- Leakage class: A classification system that defines the allowable level of leakage through a closed valve, typically specified as per industry standards (e.g., API 598).
- Valve size: The nominal size of the valve, which refers to the diameter of the inlet/outlet connections or the internal flow passage.
- Valve positioner: A device used to precisely control the position of the valve actuator, ensuring accurate and reliable valve operation.
- Valve types: Different categories of valves based on their design and operation, such as gate valves, globe valves, ball valves, butterfly valves, plug valves, and check valves.
- Multi-turn valve: A valve that requires multiple rotations of the stem to fully open or close the valve, typically used for isolation or throttling applications.
- Quarter-turn valve: A valve that requires only a quarter turn of the stem to fully open or close the valve, commonly used for quick shut-off or on/off applications.
- Deadband: The range of control signal variation that does not produce any change in valve position or flow rate.
- Anti-cavitation: Measures taken to prevent or minimize the formation and damage caused by cavitation, which occurs when the pressure of a fluid drops below its vapor pressure and then rapidly rises.
- Fail-safe: A feature or mechanism in a valve that ensures it returns to a specified position (e.g., fully open or fully closed) in the event of power loss or actuator failure.
- Pressure rating: The maximum pressure that a valve can withstand without failure, typically expressed in pounds per square inch (psi) or bar.
- End connections: The type of connections at the valve’s inlet and outlet, such as threaded, flanged, welded, or socket-welded, which determine how the valve is connected to the piping system.
- Seat leakage: The amount of fluid that can pass through the closed valve, typically measured in drops per minute, and categorized into different classes based on acceptable leakage levels.
- Trim characteristic: The relationship between the valve position (e.g., stem travel) and the resulting flow rate, which can be linear, equal percentage, or modified equal percentage.
- Cavitation: The formation and collapse of vapor bubbles in a flowing liquid due to localized low-pressure zones, causing erosion and damage to valve components.
- Erosion: The gradual wear and removal of valve materials caused by the impact of high-velocity fluid flow, particularly in applications with abrasive or corrosive fluids.
- Fouling: The accumulation of unwanted deposits or substances on the internal surfaces of the valve, which can affect its performance and efficiency.
- Low flow trim: Additional components or modifications in the valve design to improve control accuracy and stability at low flow rates.
- Lockout/tagout: Safety procedures followed to isolate and lockout valves during maintenance or repair activities to prevent accidental operation and ensure the safety of personnel.
- Valve sizing: The process of determining the appropriate valve size based on the required flow rate, pressure drop, and other factors to achieve optimal system performance.
- Anti-static design: Measures taken to prevent the build-up of static electricity on the valve, reducing the risk of sparks in potentially hazardous environments.
- Blowdown: The process of reducing the pressure within a valve or piping system by allowing a controlled discharge of fluid, typically used to release pressure before maintenance or to prevent over-pressure situations
Familiarity with the terminologies related to industrial valves is vital for effective communication and understanding within the industry. By grasping these terms, professionals in the field can enhance their knowledge and make informed decisions when it comes to selecting, operating, and maintaining industrial valves. Like any industry industrial valves is also an evolving industry, terms mentioned here might change and evolve as and when innovations in this industries happen with respect to process, raw materials etc. Stay curious, explore further, and keep building your expertise in this critical field of fluid control.
At Moglix you have access to the most comprehensive range industrial valve solutions coupled with a team of industry experts who understand your requirement and customise and reverse engineer solutions that justify your requirements, budgets and timelines
Valve Failure Analysis-Investigating Causes, Impacts, and Preventive Measures

Valve Failure Analysis-Investigating Causes, Impacts, and Preventive Measures
Valves are critical components in industrial processes, regulating the flow of fluids and ensuring efficient operations. However, valve failures can have severe consequences, ranging from safety hazards to production disruptions and financial losses. This blog deals with the causes and impacts of valve failures and explores preventive measures to minimize their occurrence.
Understanding Valve Failure
Valve failures come in various forms, including leakage, blockage, malfunctions, and structural failures. According to one industry report, approximately 40% of valve failures are attributed to internal leakage, while 25% result from corrosion and erosion. The most common causes of valve failure include wear and tear, corrosion, improper installation, operational errors, and fluid conditions. It is estimated that around 80% of valve failures occur due to insufficient maintenance and poor operating practices. Early detection and analysis of valve failures are crucial to prevent more severe incidents and mitigate their impacts.
Impacts of Valve Failures
The impacts of valve failures extend beyond immediate safety concerns. A study found that valve failures can result in an average production loss of $30,000 per hour. Moreover, environmental risks, increased maintenance costs, and reputational damage are additional consequences that industries face when dealing with valve failures.
Valve Failure Analysis Techniques
To identify the root causes of valve failures, comprehensive analysis techniques are employed. These include
- Visual Inspection – involves examining the failed valve to identify visible signs of damage, such as corrosion, erosion, mechanical deformation, or wear. This initial assessment helps in determining if the failure was due to external factors or internal issues.
- Non-destructive testing (NDT) – methods are crucial for evaluating the integrity of valves without causing further damage. Techniques like ultrasonic testing, magnetic particle inspection, and liquid penetrant testing are employed to detect defects, cracks, or flaws within the valve structure.
- Metallurgical analysis – involves examining the valve material under a microscope to identify any metallurgical abnormalities or inconsistencies that may have contributed to the failure. This analysis helps in understanding the valve’s material properties, including strength, composition, and heat treatment.
- Fluid analysis – is employed to evaluate the fluid characteristics and their impact on valve performance. It involves examining fluid samples for contaminants, acidity, viscosity, or any other factors that may have led to valve degradation or malfunction.
- Failure mode and effects analysis (FMEA) – is a systematic approach to identify potential failure modes and their effects on valve performance. It involves evaluating various failure scenarios, their severity, and the likelihood of occurrence. This analysis aids in determining preventive measures to mitigate future failures.
In addition to these techniques, data logging, computer-aided design (CAD) simulations, and expert consultations are also utilized to enhance valve failure analysis.
Valve failure analysis is a crucial process for investigating the causes, impacts, and preventive measures related to valve failures. By employing techniques such as visual inspection, non-destructive testing, and failure mode analysis, industries gain valuable insights to enhance operational efficiency and safety. Implementing targeted preventive measures based on these analyses enables organizations to minimize disruptions, optimize maintenance practices, and improve valve system longevity. Collaboration and knowledge-sharing among industry professionals further advance valve failure analysis practices. Investing in this process ensures reliable operations and long-term success in various industries.
The Now and the Next of Building India’s Logistics and Transportation Sector Under the National Infrastructure Pipeline

The Now and the Next of Building India’s Logistics and Transportation Sector Under the National Infrastructure Pipeline
What Has Been the Progress in the Construction of Transport and Logistics Infrastructure in India till Now in 2023?
As of 2023, India has witnessed significant progress in the construction of transport and logistics infrastructure. The government has undertaken various initiatives to enhance connectivity and facilitate efficient movement of goods and people across the country.
Several notable developments have taken place recently. One of them is the construction of expressways, like the Delhi-Mumbai Expressway and the Chennai-Bengaluru Expressway. These expressways are built with the aim of decreasing travel time and to increase trade.
The expansion of the railway network, including dedicated freight corridors, has improved cargo transportation capabilities. Additionally, major ports have undergone expansion, enabling maritime trade.
The Bharatmala and Sagarmala projects have been implemented. This has increased the development of road and port infrastructure. This, in turn, has improved connectivity and stimulated economic growth.
What Are the Major Opportunities for EPC Infrastructure Companies in Transport and Logistics Systems Construction?
- Opportunities for EPC infrastructure companies in the construction of roads & bridges
There are 389 projects worth INR 382000 crores under conceptualization in the roads & bridges sub sector. There are 1210 projects worth INR 1128000 crores under development. Further there are 1580 projects worth INR 1478000 crores.
- Opportunities for EPC infrastructure companies in the construction of airports
In the airports and civil aviation sub-sector, there are 30 projects worth INR 37372 crores under conceptualization. Further, there are 13 projects worth INR 30709 crores under development and 70 projects worth INR 80781 crores under implementation.
- Opportunities for EPC infrastructure companies in the construction of ports & terminals
The ports & terminals sub-sector in India has 8 projects worth INR 3696 crores under conceptualization. There are 18 projects valued at INR 23651 crores in the ports & terminals sub-sector which are under development. Moreover, there are another 35 projects worth INR 19803 crores which are under implementation.
- Opportunities for EPC infrastructure companies in railways
The railway sub-sector has experienced several local manufacturing and sourcing projects in the last few years. These projects are in line with the Make in India policy initiative.
The most noteworthy accomplishment in Indian railways due to local manufacturing is the launch of the Vande Bharat express trains.
There are 69 projects worth INR 203000 crores under conceptualization and 96 projects worth INR 118603 crores under development. Further there are 74 projects of INR 1068000 crores under implementation.
- Opportunities for EPC infrastructure companies in building urban public transport systems
The public transport systems sub-sector in India has seen a massive spur in activity in recent years. The Government of India has set an ambitious goal. They plan to build 1000 kilometers of metro railway services across nine cities by 2030. This will revolutionize the way people travel in India.
There are 16 projects worth INR 15748 crores under conceptualization in the urban public transport systems sector. There are another 11 projects worth INR 67924 crores under development and 30 projects worth INR 416000 crores.
- Opportunities for EPC infrastructure companies in bulk material transportation systems
In recent times the Government of India has taken a slew of initiatives to build infrastructure for bulk material transportation. The most noteworthy projects in this sub-sector include the Eastern Dedicated Freight Corridor and the Western Dedicated Freight Corridor.
There are 80 projects in the bulk material transportation sub-sector worth INR 28394 crores currently being conceptualized. Additionally, 57 projects worth INR 89307 crores are in the process of development. Further there are 14 projects worth INR 17742 crores under implementation.
What Supply Chain Solutions Do EPC Infrastructure Companies Need to Leverage Opportunities in the Logistics & Transport Sector?
- Single Source of Truth for Collaboration Among All Stakeholders in the Supply Chain
EPC infrastructure projects in the logistics & transportation sub-sector have many moving parts. From conceptualization of the project to its commissioning, all stakeholders in the supply chain must rely on a single source of truth for material flow, work-in-progress, fund flow, and data flow.
These stakeholders include the EPC project developer, sub-contractor, raw materials and machinery supplier, and lender.
End-to-end digital transformation of the supply chain can enable stakeholders to identify congestion points, reasons behind the congestion, and take quick action to unclog bottleneck areas.
Here’s a use case on an award-winning digital procurement supply chain transformation from an EPC company which is part of a salt-to-sky conglomerate.
- Seamless Synchronization Across Logistics, Payment, and Delivery
Once all stakeholders in the supply chain are on the same page, the next step is to enable decision making and action. This calls for seamless synchronization among multiple processes in the procure-to-pay cycle.
These processes include the issue of purchase orders, requests for quote, onsite delivery of construction raw materials, consumables and MRO items, and finally, payments,
Procure-to-pay automation and integration can enable all stakeholders to make decisions, act fast, and execute the project as per the construction schedule.
- Agile Procurement of Construction Raw Materials and MRO Items as per the Bill of Quantities
40% of road projects face delays in project execution and construction, as per MoSPI reports. In 2023, the speed of national highway construction in India has improved to 24.14 KM per day. However, there is plenty of room for improvement.
A significant speed breaker in the logistics & transportation sector is the purchase requisition to purchase order (PR-to-PO) process. In some EPC infrastructure companies that still rely on manual processes, the PR-to-PO cycle time is 4 days.
Catalog-based buying can reduce the PR-to-PO cycle time for purchase of construction raw materials and MRO items to 3 minutes. What does that mean?
With catalog-based buying an EPC road developer can save 4 days. At the current rate of road construction, it can build an additional 96.56 KM.
For a road development project of 1 KM aggregate lead in the state of Uttar Pradesh, with greenfield alignment of 2 lanes +PS (BC, DBM, WMM & GSB), it can lead to additional revenue of INR 3.44 crores. Here’s a use-case on the agile procurement of steel TMT bars and AAC blocks with a turnaround time of 4 days.
- Alignment of Parts and Components as Per GAD/GFC Drawings
Another pain point faced by EPC infrastructure companies in the logistics & transportation sub-sector is the alignment of parts and components. There is very little margin for error in heavy, equipment, and general fabrication.
A solution that can serve EPC companies well is a digital project management solution. It allows users to track work-in-progress for fabrication requirements for roads, bridges, airports, tunnels, and ports.
It is important to lock the engineering and drawing and educate suppliers on the SLAs of a fabrication project from the word “go”.
A digital project management solution can enable EPC companies to monitor SLAs for quality metrics as per GAD/GFC drawings.
Here’s a use case on the alignment of parts as per GAD/GFC drawings for the fabrication of piers and pier cap shutterings from India’s first bullet train project on the Mumbai-Ahmedabad route.
- Agile Best Price Discovery for Procurement of Construction Raw Materials and MRO Items
It is impossible for EPC companies to do away with spot buying, especially for the purchase of construction raw materials.
Major reasons for spot buying include high inventory carrying costs and the balance sheet impact of a delta due to a sudden change in the cost of capital.
A solution that can enable ease of doing business for infrastructure project developers and subcontractors working on construction projects for roads, bridges, tunnels, airports, and ports is an RFQ automation tool.
An RFQ automation tool allows users to request quotes of multiple line items as per all attributes in the bill of quantities, at one go.
It is even better if the RFQ automation tool can give instant quotes to users. It saves significant time on the best price discovery.
Here’s a use-case on agile best price discovery of structural steel by a leading EPC road developer in India.
- Granular Manufacturing Processes for Quality Fabricated Structures
What happens when fabricators build a large structure at one go? While it may appear to save time and costs on paper, the ground reality is different.
It is always safer to bulk break a large heavy fabrication project into a sum of parts. Granular manufacturing allows fabricators better monitoring of fabricated structures and easier course correction. The probability and costs of re-work are lower.
Here’s a use-case on a granular approach to manufacturing of pre-engineered buildings from 150 years+ old civil construction company in India.
The Catalog for EPC Project Developers and Sub-Contractors That Are Building India’s Logistics & Transportation Infrastructure
Moglix offers a comprehensive catalog of construction raw materials procurement, indirect procurement, and custom manufacturing solutions to EPC project developers and sub-contractors.
To know more about opportunities in the logistics & transportation sub-sector in India’s National Infrastructure Pipeline, download our e-book “Building India: The Infrastructure We Aspire for and the Supply Chain We Need, Second Edition.”





 Back
Back