Reimagining Supply Chains: The Power of Emerging Technologies

Reimagining Supply Chains: The Power of Emerging Technologies
Every historical geo-political event has directly or indirectly disrupted supply chain management. If we try to list all the effects in one go, imagine a supply chain company struggling across all its sectors, such as operations, e-procurement, and workforce management.
Events like the COVID-19 outbreak, conflicts in Ukraine and the Middle East, and growing global tensions—have pushed the supply chain sector to adapt quickly. Businesses need to be more adaptable and to plan carefully for the future.
Here are the noteworthy upcoming trends and technologies in Supply Chain Management for companies.
Blockchain in Supply Chain Management
Blockchain technology marks a transformative era in supply chain management. It is poised to reach a market value of $1477.8 million by 2028, with a CAGR of 34.5%.
Key benefits include:
- Enhanced traceability for compliance.
- Real-time data sharing.
- Smart contracts for automation.
- Improved SMEs’ financing.
- Strengthened defences against counterfeits.
- Sustainable, ethical sourcing.
Utilizing Supply Chain Management Software
In 2024, Supply Chain Management (SCM) software trends can be utilized in:
- Reshaping e-procurement through bulk buying efficiencies.
- Enhancing transportation management through freight route optimization and payment handling.
- Refining demand planning to align inventory managementwith future needs.
- Central to strategic planning, analytics, and logistics management.
Implementation of Artificial Intelligence
IBM found that 88% of the best companies believe AI is crucial for their industry. AI helps manage data smoothly and automates tasks, making it easier for companies to make good decisions and work efficiently. Companies like Unilever and Siemens swiftly find alternative suppliers and analyze data from finances to sustainability scores through AI.
Moreover, Koch Industries optimizes procurement with AI, enhancing efficiency. Maersk and Walmart automate negotiations using AI to improve supplier management.
Also Read: How Procurement Digitization Enhances Strategic Decision-Making
Enabling Circular Economy Principles
A Gartner survey conducted in mid-2022, with 258 respondents, highlighted a strong belief among supply chain leaders in the profit-boosting potential of circular economy principles.
Notably, these principles, which focus on resource reuse, sustained material quality, and non-harmful disposal, have been applied to 16% of product portfolios on average for three years.
Benefits of economic principles:
- Reduces environmental impact.
- Streamlines supply chains.
- Provides deeper customer insights.
- Challenges include technology application, stakeholder collaboration, and performance measurement.
The Way Ahead
Supply management companies face numerous bottlenecks, necessitating expert solutions for current and future challenges. A prime example is Moglix’s achievement in consolidating 98% of vendors for a dominant adhesive manufacturer in India, which operates 70 plants and holds a 70% market share.
This initiative effectively tackled issues like inconsistent Incoterms, extensive purchase orders, low delivery visibility, and a dispersed supplier base, significantly boosting the efficiency of the company’s packaging operations.
Proactive consultation is essential as supply chain management deals with interruptions from geopolitical events and quick changes in technology. Seeking strategic advice on supply chain management from seasoned professionals to overcome obstacles and take advantage of new technologies like blockchain and AI should guarantee flexibility and future readiness.
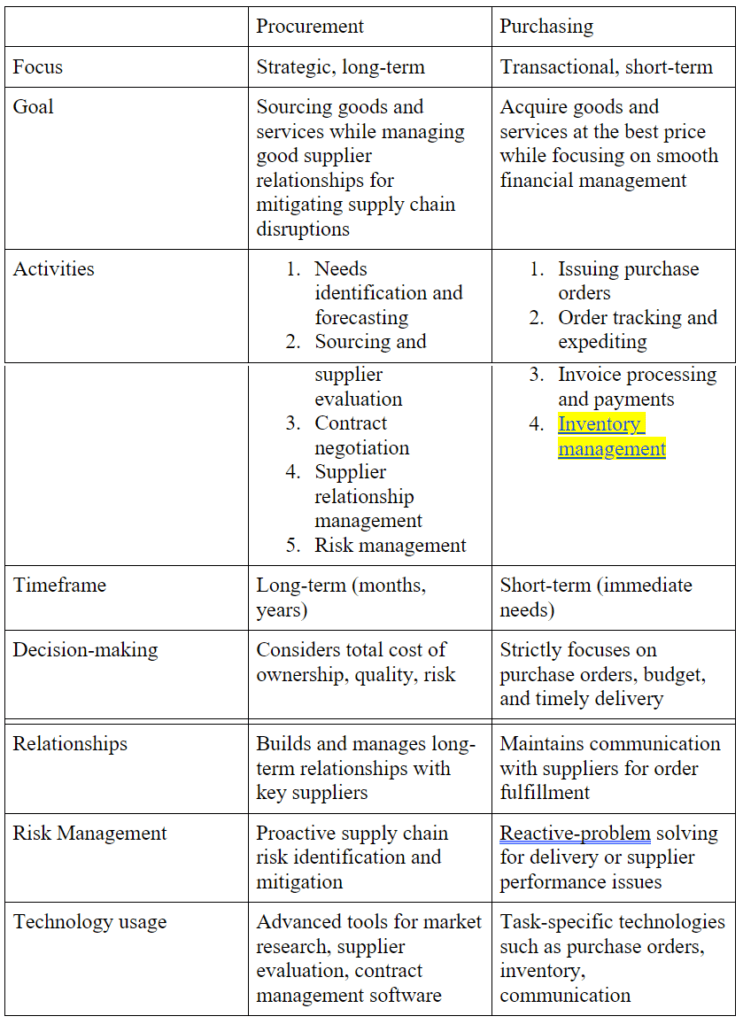
Procurement Vs Purchasing: Are they the same?

Procurement Vs Purchasing: Are they the same?
For small companies, procurement and purchasing are often denoted as the same process and used interchangeably. However, large companies have separate procurement and purchasing functions when acquiring goods and services. Although they might appear the same, there is a world of difference between procurement and purchasing. Let’s understand the key difference between the two terms and realise their potential to impact an organisation’s bottom line.
What Does Procurement Mean?
Procurement is an end-to-end process of acquiring goods, services, or works from a supplier, manufacturer, or third party; all activities before purchasing fall under procurement. This includes everything from sourcing to payment, including making data-driven market analysis to make smart purchases at a reasonable price.
For instance, if your construction project requires some new materials, procurement involves:
- Identifying the specific quantities and qualities
- Researching different suppliers to find the best ones
- Negotiating contracts with chosen suppliers
- Formalizing purchase orders to each supplier
- Receiving and inspecting materials as per the required standards
Also Read: Redefining Procurement: Everything you need to know in 3 steps
What is Purchasing?
If you see buying vs procurement processes in a large company, you will know purchasing is a part of the procurement process. It involves buying goods or services as per the pre-decided procurement strategy. The typical ensures the day-to-day operations of a business run smoothly.
Here is the breakdown of key activities involved in the purchasing process:
- Issuing purchase orders to selected suppliers
- Tracking and expediting outstanding orders from suppliers
- Receiving products and services
- Verifying the quality of delivered items
- Processing payment to the supplier post verifying invoices against received items
- Updating inventory levels with arrived stocks
What are the Similarities Between Purchasing and Procurement?
While procurement and purchasing refer to two distinct roles, they do share some similarities.
- Both contribute to acquiring goods and services
- Both involve finding reliable vendors and building strong relationships with them
- Both require smooth financial management, whether it’s about issuing purchase orders or invoices for payment to suppliers.
- Both focus on strategic sourcing and negotiations for long-term cost benefits
That said, both processes work toward the same goal: ensuring the company gets supplies or services at the best possible value.
Now, let’s understand some fundamental buying vs procurement differences on the basis of certain common metrics.
Purchasing Vs Procurement: Key Differences
Procurement involves a lot of decision-making, including purchasing as a part of its procedure. Purchasing is a subset of the procurement procedure. It is transactional and short-term. The process majorly deals with purchasing and receiving goods or services on the basis of a pre-defined procurement strategy. On the other hand, procurement deals with the entire process of acquisition, starting from identifying the need to build a good supplier relationship for long-term benefits. Procurement takes into account the big picture. The strategy focuses on building good supplier relationships the benefit of which will positively impact a company’s bottom line for months or even years.
For instance, if you’re running a bakery, procurement involves:
- Identify raw material needs based on sales and holidays
- Researching different flour mills by comparing price, quality, and reliability
- Engaging multiple suppliers and maintaining a healthy relationship to avoid disruptions like harvest failures
- Negotiating contracts with chosen suppliers to secure long-term deals at a good price
- Keep backup suppliers in hand to handle emergencies
On the other hand, the purchasing activities will include:
- Issuing purchase orders to specific suppliers as per the procurement strategy for the exact amount of flour needed for the next week’s production
- Tracking orders and ensuring the deliveries arrive on time as per the purchase order
- Matching deliveries against purchase orders and processing invoices for payment
Let’s summarize the difference between procurement and purchasing side by side for better understanding.
Importance of E-procurement
Traditional procurement procedures involve making a lot of decisions based on data on past purchases, supplier performance, and market trends. There are a number of stakeholders involved in different departments. Each department and its processes demand meticulous documentation. Moreover, the entire procurement cycle can last for months or even can go on repeating year after year.
At times, it becomes challenging to manage and streamline every bid, invoice, and purchase in a smooth manner. This is where e-procurement comes in as an ideal solution. By using e-procurement solutions, businesses can add more efficiency to both procurement and purchasing procedures.
Moglix leveraged robust e-procurement solutions for one of the leading international vaccine makers of India to streamline its fragmented supplier base and volatile monthly inventory spend to enable 16 plants for JIT delivery of MRO goods.
Recommended reading: How e-procurement is helping businesses outshine traditional ERPs
Prospective Insights
Procurement and purchasing are interconnected processes. The latter is a subset of the former, and their systematic management sets the base for a reliable supply chain network. As procurement is a continuous process, even a few small human errors in analysis or predictions can significantly impact purchasing power in the long run. In this regard, beyond the purchasing vs. procurement debate, opting for an ideal e-procurement solution can help businesses gain a competitive edge with ease.
Looking to manage your procurement and purchases with ease? Leverage Moglix Procurement Solutions today!
The Ultimate list of Safety Tools for Industrial Workplace

The Ultimate list of Safety Tools for Industrial Workplace
OSHA reports that while 12%–14% of occupational injuries resulting in total disability are brought on by workers not wearing the proper PPE, the correct use of PPE can prevent 37.6% of occupational injuries and diseases. PPE use, for all its importance, can occasionally cause discomfort because of problems with movement, visibility, breathability, or sweating—all of which require careful thought to guarantee compliance and efficacy.
With an emphasis on those used in industrial environments, this blog seeks to define what safety tools and equipment actually are. Safety tools and equipment are a wide category of equipment made to shield you from different risks. Among these are, but are not restricted to, gloves, eye protection, helmets, highly visible clothing, and respiratory protection. Every item is designed to reduce particular hazards connected to working conditions, so guaranteeing your health and safety in a variety of settings.
Industrial safety equipment refers to the specific instruments and equipment used in production and manufacturing settings to control risks and avoid accidents. This group includes, beyond personal equipment, fire extinguishers, safety signs, emergency stop buttons, and spill or hazardous material containment systems.
You will have a better idea of the top safety equipment that every industrial workplace should have and how to outfit your settings to improve safety and meet legal requirements. This information encourages not only a safer workplace but also a safety-first culture in all sectors.
Hard Hats
Safety officers frequently prioritize hard hats as a critical personal protective equipment (PPE) item in industrial environments. The reason for this prioritization is the critical function that hard hats fulfill in safeguarding employees’ heads against potential harm caused by electrical shocks or falling objects. The diverse range of hazards present in such settings renders hard hats an essential instrument of protection due to their comprehensive nature.
Safety officers highly recommend Hard hats due to their substantial capacity to mitigate the likelihood of severe injuries in hazardous environments, including construction sites, areas where workers may encounter falling debris, and vicinity to overhead hazards such as exposed shelves or energized conductors. Specialized designs, such as hard hats with light attachments for miners, reflective stripes for night work, face shields for welders, and earmuff attachments for hearing protection, are available to meet the specific requirements of various work environments. Every individual feature has been meticulously crafted to tackle specific safety concerns, thereby guaranteeing comprehensive protection for the wearer.
Adherence to the ANSI Z89.1 standard is an absolute requirement for hard hats. It ensures the presence of a resilient suspension system capable of effectively dampening and dissipating impacts while preserving a secure distance between the head and the hat shell.
Types
- Type 1 helmets: Top impact protection.
- Type 2 helmets: Top and side impact protection.
Classes of Hard Hats
- Class E: Non-conductive, protects against high-voltage shocks up to 20,000 volts.
- Class G: General use, limited voltage protection up to 2,200 volts.
- Class C: Offers comfort and impact protection but no electrical resistance.
Maintain hard hats by cleaning them with hot water and detergent, and regularly check for damage. Adjust the straps for a secure fit and add liners or sweatbands for comfort.
Also Read: Things to Consider While Choosing Safety Helmets
First Aid Kit
Around half of the employees have admitted that their companies did not provide them with a first aid kit. For this reason, the first aid kit is frequently praised as the best option among industrial safety equipment. This preference mostly results from compliance, according to ANSI/ISEA Z308.1-2021 standards.
A first aid kit usually includes bandages, gauze pads, and resuscitation supplies. These supplies are essential for meeting urgent medical needs during work-related accidents or unexpected illnesses.
A first aid kit also shows that you are prepared and follow the law. The uniform components of this kit show a dedication to following safety procedures and the health and safety of employees.
Fire Extinguishers
Fire extinguishers are essential industrial safety equipment for early fire suppression. They enable employees to extinguish fires before they grow larger and more dangerous. Fire extinguishers are readily available in factories. It reduces the risks of injury (major burns), fatality, and property destruction.
Furthermore, they assist in ensuring compliance with workplace safety regulations. There are different types of fires. Each needs a different kind of extinguisher. OSHA and NFPA say:
- Class A: For wood, paper, and cloth fires.
- Class B: For liquids and gases that can burn.
- Class C: For electrical fires.
- Class D: For metals that can catch fire.
- Class K: For fires from cooking oils and fats.
If a workplace doesn’t follow these rules, it can be fined—and the fines can be very high. It can also face criminal charges.
Safety officers prioritize emergency preparedness, recognizing extinguishers’ pivotal role in risk management. Advancements in fire protection equipment, addressing risks like lithium-ion battery fires, demand vigilance in compliance. Updated guidelines ensure optimal fire safety coverage in small premises, emphasizing spatial considerations and risk profiles. Safety officers, informed by evolving regulations, play a crucial role in protecting lives and property from the persistent threat of fire.
Safety Signage
Industrial safety signs communicate vital information to prevent injuries and manage risks. These signs usually display maintenance, operating, and safety instructions. They may include detailed instructions for shutting down equipment, basic operating procedures, or chemical exposure warnings. These signs are often required to protect workers and help companies avoid liability.
Industrial safety signs help prevent injuries and comply with safety regulations. Emergency signs guide people to exits and locate emergency equipment.
Danger, warning, and caution signs indicate different levels of industrial safety hazards. Other types include biological hazards, notices, and general safety signs. Luminescent materials can improve sign visibility.
Regulations from OSHA, ANSI, and military standards dictate the specifics of safety signage, including colour codes, symbols, and placement. Compliance with these standards ensures that signs are effective and protective.
Given the critical role that industrial safety signs and equipment play in maintaining safety and compliance in the workplace, it is advisable for companies to continuously evaluate and update their safety protocols. Learning from OSHA’s insights on the significant reduction in occupational injuries through proper use of Personal Protective Equipment (PPE), industries should focus on not only providing the necessary equipment but also ensuring it is comfortable and practical for continuous use.
For industries looking to enhance their safety measures, consulting with experts such as those at Moglix can be a strategic move. Moglix, with its expertise in industrial products, can offer guidance on the latest safety tools and equipment that meet current regulations and standards. By collaborating with safety experts, companies can ensure they select the most effective equipment and signage, tailored to their specific operational needs.
Data Takes The Wheel: The Future Of Automative Procurement
Data Takes The Wheel: The Future Of Automative Procurement
The rise of digitization in procurement presents a unique opportunity for the automative industry to achieve greater efficiency, cost optimization and agility. By embracing these advancements, companies can build more resilient supply chains, strengthen relationships with suppliers, and accelerate innovation.
Using AI-powered market analysis to reshape product roadmaps with actionable insights
Using AI-powered market analysis to reshape product roadmaps with actionable insights
Embracing AI-driven market analysis is no longer a choice but a necessity for companies seeking to maintain a competitive advantage in today’s dynamic marketplace. By proactively implementing these technologies, companies can unlock a wealth of valuable insights, optimize their operations, and achieve long-term success.
Read MoreFrom Manual to Magical: The P2P Automation Guide

From Manual to Magical: The P2P Automation Guide
Do you know that 80% of organisations still use manual tools to manage their P2P cycle? That said, most procurement leaders will try to automate procurement in the future.
Usually, organisations integrate their P2P (procure-to-pay) process with their ERP or accounting software. However, this is not beneficial in the long run.
Let’s see how automation can easily help overcome most P2P process challenges.
Challenges With the Manual P2P Process
The traditional P2P processes often rely on manual tasks and paper-based systems. That’s why the manual process is prone to several inefficiencies, such as:
- Slow Workflows
Manually processing requisition approval or generating purchase orders takes a lot of time. Additionally, manually processing invoices or payment authorisation calls for slow procurement processing.
- Errors in Data Entry
Manual procurement involves manual data entry across multiple systems. Imagine filling out a paper for requisition and getting it routed for approvals through various desks. That increases the chances of human errors. These error rates can range up to 5% and may eventually lead to process delays and discrepancies.
- Lack of Visibility
A centralised system makes tracking order progress, approvals, and payments across the supply chain easier. Companies face process delays in the entire supply chainHowever if not managed properly, companies can avoid process delays throughout the supply chain if managed properly. However, if managed properly, companies can avoid process delays throughout the supply chain.
- Limited Control and Compliance
If a procure-to-pay process takes a manual route, companies can no longer track their spending limits or compliance with company policies. For instance, without automated controls, the management may hardly track department spending or prevent maverick buying.
Also Read: How Does P2P Automation Surpass Traditional Barriers?
P2P Automation: How to Transform the Procurement Cycle?
An ideal P2P automation software automates the entire procure-to-pay cycle. The software carries out many repetitive tasks to save manual time.
In this regard, let’s look at some USPs of an ideal procure-to-pay software.
- Automated Requisitions and Approvals
Your employees can electronically submit requisitions, specify details, and request approvals through predefined workflows. The automation frees your management from tedious paperwork and speeds up approval.
- Streamlined Purchase Order Generation:
Once approved, requisitions automatically convert into purchase orders. Since no manual data entry is involved, you can rest assured of high order accuracy.
- Efficient Invoice Processing:
P2P software can automatically analyse invoice information and match it with purchase orders and receipts to flag discrepancies.
- Improved Payment Processing:
Thanks to the automated workflows, all invoices are processed promptly for approval and payments as per the pre-defined payment terms.
Also Read: Streamlining Procurement: The Power of P2P Automation
Benefits of P2P Automation
Correctly implementing P2P automation offers numerous advantages, such as:
- Reduced costs
Automation takes care of many manual procurements and payment tasks, saving you on manual labour costs. It also minimises errors, leading to cost savings from duplicate orders or incorrect payments.
- Improved Accuracy
Automated data entry eliminates human errors and ensures consistency throughout the P2P process.
- Increased Compliance
P2P software sets pre-defined rules and approval workflows so that the process, by default, adheres to company policies and regulations.
Also Read: P2P Automation: The Backbone of Resilient Businesses
How to Implement P2P Automation?
Under the right strategy, P2P automation is a high-return investment. Here is how you should get started.
- Analyse your current P2P process:
Identify which areas of your P2P process need improvement, and learn the challenges posing delays or inefficiencies.
- State Automating Goals
Determine what you aim to achieve with P2P automation, such as faster approvals, improved data accuracy, or better spend visibility.
- Evaluate P2P Software Solutions
Research and compare P2P software options to find one that fits your needs and budget.
- Develop a Phased Implementation Plan
Now, you are all set to automate key areas of the P2P process. Start slow and gradually scale up as your team becomes comfortable with the new systems.
Automating the P2P process helps you reduce processing costs, minimizes human errors, improves data accuracy, and enables you to adhere to company policies and regulations. However, you need to carry out the automation with the help of an expert to save yourself from costly mistakes and redos.
Are you seeking a robust P2P automation solution to increase procurement efficiency?
Partner with Moglix Business! Visit our website for advanced P2P automation solutions.
Future Proofing Supply chains: 3 most impactful sustainability trends

Future Proofing Supply chains: 3 most impactful sustainability trends
Introduction
With sustainability at its heart, supply chain operations management has a greater influence than ever in the quickly changing global commerce scene. The recently passed EU Supply Chain Law best shows significant legislative changes pushing businesses toward more sustainable practices. This directive challenges businesses, but it also offers a chance to reimagine their environmental impact by affecting everything from procurement to logistics.
The results from Earth Day 2024 also throw light on the real difficulties and expenses logistics professionals encounter when trying to improve supply chain sustainability. With supply chain activities accounting for almost 80% of a company’s emissions, this knowledge is essential for businesses trying to lessen their environmental impact.
Leaders must be aware of and able to adjust to these sustainability trends in supply chain operations management as industries develop. In a world of limited resources, this guarantees long-term viability and competitive advantage and encourages adherence to new laws.
This blog will talk about new ideas and actions that are meant to help the environment and encourage people to be responsible.
GenAI in Supply Chain: Leading the Charge in 2024 Trends
Did you know that 72% of businesses intend to spend more money incorporating generative artificial intelligence into their daily operations? Application of this cutting-edge technology has several benefits, especially in the supply chain operations industry. One of the main trends for 2024 will be covered in this part: demand forecasting.
The start of the COVID-19 pandemic brought to light how urgently agile demand forecasting is needed because consumer spending shifted dramatically from services to goods, creating very unpredictable supply chain dynamics. These days, companies are using generative AI models to better predict and to adjust to such shifts in demand?
By simulating possible supply-and-demand situations, these models examine past sales data, market trends, and a host of other variables, greatly improving forecast accuracy. Through monitoring these demand trends, businesses can reduce interruptions and avoid inventory problems, guaranteeing a more dependable and seamless supply chain.
The Rise of AI-Enabled Low and No-Touch Planning
As we look towards 2024, a significant trend emerging in the supply chain operations sector is the shift towards low and no-touch planning processes enabled by AI technology.
Low-touch planning increases revenue, cost, and asset gross margins by 1 to 3 percent and enhances predictability, increasing Return on Equity (ROE) by 2 to 4 percentage points.
Low-touch planning leverages AI-powered applications to automate complex aspects of both sales and operational planning as well as integrated business planning. Through the use of sophisticated analytics to handle complicated problems with little human involvement, this approach greatly reduces the manual labour required in the end-to-end planning process.
AI shines in big, unstructured dataset analysis, as well as pattern and anomaly detection that could indicate impending disruptions. By doing so, it can swiftly propose effective solutions.
The success of a no-touch supply chain operations planning model depends on robust analytics, transparent real-time tracking through apps or dashboards, and granular, reliable data. Standardized procedures must be applied supply chain-wide. This transition requires a cultural shift in organizations, as seasoned professionals may be hesitant to hand over core activities to digital tools.
To manage this transformation, McKinsey suggests a “two-speed IT architecture.” This method layers a dynamic, fast-paced test-and-learn environment over the existing technology infrastructure for rapid prototyping and iterative development.
This lets users quickly develop, test, and refine new methods before integrating them into the system. Once proven, these new solutions can be fully integrated into the primary technology stack, improving supply chain efficiency.
Also Read: AI in Procurement: Top Reasons It Will Change The Way We do Business
Supply Chain Management through Data Integration
Moving ahead in Supply chain operations management, data is often isolated in silos, complicating critical data access and sharing. The globalisation of supply chains introduces complexity, variability in demand, and product diversification. Companies struggle with demand forecasting, balancing inventory against customer demands, and maintaining low holding costs. Additionally, regulatory compliance adds further complexity.
According to a study, 81% of digital supply chain management managers believe that data analytics will be critical for cost reduction. The key to this lies in Data integration. It involves combining data from different sources into a single format. This makes the supply chain more visible and gives users access to important operational data in real-time.
This integration uses historical data, market trends, and customer feedback to make decisions, automate and streamline processes, and predict demand more accurately. It also makes it easier for suppliers to work together, helps with compliance and risk management, and lowers costs by making operations run more smoothly and bringing products to market faster.
Also Read: The Power of Data Analytics in Inventory Optimization
Efficiency Gains through Supplier Consolidation at a Leading Tyre Manufacturer
Established in 1977, a leading tyre manufacturer with seven plants across India and Europe faced significant supply chain challenges due to a fragmented supplier base of over 600 suppliers, none of which were mapped to its crucial plant locations in Vadodara, India. This led to inefficient workflows and excessive inventory-carrying spaces.
Moglix intervened to streamline the supply chain by implementing vendor-managed inventory and consolidating suppliers, reducing the supplier count from 600 to 415 and line items from 8000 to 6000. This strategic consolidation achieved a 3% reduction in effective landed costs and a rebate of 0.5 to 2% on turnover.
Further enhancements included reducing the PR to PO generation time from an average cycle to just 2 days and setting up a warehouse within 25 KM of the plants, which improved the On-Time In-Full (OTIF) delivery rate to 90%. This restructuring not only streamlined operations but also unlocked significant cost savings and operational efficiencies.
Towards Tomorrow
As businesses confront new sustainability mandates, they must adapt to survive in a resource-constrained world, for organisations keen on adapting to sustainability trends, working with seasoned experts like Moglix offers valuable lessons. Moglix’s expertise in streamlining complex supply chains provides a blueprint for companies to enhance efficiency while meeting regulatory standards. Engaging with such partners can help firms maintain a competitive edge in a resource-sensitive market, making Moglix a strategic choice for those aiming to lead in supply chain innovation and sustainability.
7 Must-Ask Questions while Selecting the Perfect Ball Valve

7 Must-Ask Questions while Selecting the Perfect Ball Valve
Industrial ball valves control the flow and ensure your industrial processes’ smooth operation and safety. They are highly durable, reliable, and easy to use. ̧
However, industries face challenges when selecting the optimal ball valve for their specific application. Let’s look at the key questions you should ask before choosing ball valves.
Also Read: Key Factors to Consider When Selecting High-Pressure Valves
Seven Essential Questions to Ask Before You Buy Industrial Ball Valves
1. What type of media will flow through the ball valve?
The nature of the fluid type (liquid, gas, or semi-solid) passing through the pipeline greatly influences the industrial valve selection. Different media have varying ike corrosive, abrasive, and viscosity. This analysis will guide engineers in selecting ball valves of ideal material to be compatible with the media to prevent leaks, damages, or malfunction properties, such as corrosive, abrasive, and viscosity. This analysis will guide engineers in selecting ball valves of the ideal material to be compatible with the media to prevent leaks, damages, or malfunctions.
2. What is the right actuation method for the ball valve?
How you actuate (close and open) valves will influence their efficiency. Therefore, it is vital to understand the various types of ball valve actuation.
There are different types of ball valve actuation, such as:
- Pneumatic ball valve: These valves use compressed air to open and close the ball. They are ideal for applications where large opening and closing forces are required.
- Electric ball valve: Such valves use an electric motor to open and close the ball and are highly useful where precise control is required.
- Hydraulic ball valve: Here, a pressurized hydraulic fluid opens and closes the ball where large forces are required.
- Manual ball valve: These valves are operated by a handle and are often used in low-pressure systems.
In this regard, you have to consider these things:
- Frequency of operation
- Energy availability and complexity
- Actuation operations
- Control and reliability
For instance, pneumatic actuators are needed for frequent and fast operations, whereas electric actuators are ideal for a reliable power supply. Similarly, hydraulic ball valves are best suited for high-pressure applications where frequent operations are needed, and manual ones are the ideal bet for low-pressure applications that require occasional manual control.
3. What are the maximum and minimum temp & pressure ratings of the fluid passing through the pipeline?
Ball valves also have temperature and pressure ratings. The minimum and maximum values indicate the temperature and pressure range of the working fluid that valves can handle.
Why is adhering to these values important?
- High-temperature variation can cause non-uniform expansion and contraction, leading to cracks.
- Minimum and maximum values indicate the valve’s temperature and pressure range.
- Excessive fluid pressure can break the seal and cause premature wear, leaks, and safety hazards.
The number of times you open and close the valve in a year is known as its annual cycle rating. Ball valves are rated for a specific number of cycles. Using a valve over its annual cycle rating may hamper its durability. If you use ball valves to understand their cycle requirements, they can work for tens of thousands of operations without any performance issues.
5. How are you going to use the ball valve?
Different ball valves are available on the market depending on the nature of their operation.
- Shut-off vs. flow direction control:
Standard ball valves can completely restrict the fluid flow. However, specialized ball valves are also available if you need directional control.
- Multi-directional flow (3-way ball valves):
Three-way ball valves offer even more control by splitting the flow from a single source to two destinations.
6. How do you choose the right material for the ball valve?
The media flowing through the valve should be compatible with the materials of the valve’s body and internal components (ball, seat). Incompatible materials can corrode or weaken the seal, leading to safety hazards or malfunctions. Consider stronger options like Monel, Inconel, or alloys containing molybdenum, chromium, or nickel for highly corrosive fluids.
7. What certifications should the valve have?
It’s imperative to select ball valves with the right certifications relevant to the fluid type and application within your facility. Depending on your application, your ball valve and its actuator might require certifications from:
- ANSI (American National Standards Institute): verifies pressure and temperature ratings for pipe flanges for safe operations within desired limits
- NEMA (National Electrical Manufacturers Association): sets design standards for electric ball valves for reliable performance
- NSF International: offers guidelines for selecting ball valves in food, beverage, and pharmaceutical production facilities to safeguard public health
Also Read: How to Choose the Right Valve for your Industrial Requirement?
Looking for an ideal supplier for high-quality industrial ball valves for your specific applications?
Partner with Moglix Business! Visit our online store for more industrial tools and equipment.
3rd India Global Innovation Connect

3rd India Global Innovation Connect
Date: 7th June, 2024
Organizer: IGIC
About the Event: Mr. Sandeep Goel, Managing Director at Moglix, shared his insights on ‘Cracking the code on scaling up: Listening to those who did it’ at the 3rd India Global Innovation Connect in Bengaluru. The event emphasized crucial aspects like innovation, leadership, and market adaptation for a sustainable scaling strategy.
India Inc. expects transformative growth under new government
India Inc. expects transformative growth under new government
As technology rapidly evolves, we foresee a significant shift in India’s manufacturing and infrastructure sectors. Moglix aims to contribute to this transformation by providing advanced supply chain solutions and fostering innovation in the manufacturing landscape. This exciting phase presents a unique opportunity for all stakeholders to collaborate and harness the power of innovation.
Read More




 Back
Back